
Kokoonpano ja testaus
KOKOAMINEN JA TESTAUS
Minghe-kokoonpanon eteneminen
Minghe Die Casting tarjoaa joustavia, kustannustehokkaita avaimet käteen -ratkaisuja, joihin sisältyy integroitu osakokoonpanotuotanto ja valmiit tuotantovalmiit kokoonpanot.
Meillä MINGHE CASTINGilla on tilat ja asiantuntemus tehdä monenlaisia kokoonpanoja ja testejä. Tuotteiden kokoonpano varmistetaan korkeimman laatutason ylläpitämiseksi sekä tehokkaan kääntöajan käyttämiseksi kokoonpanolinjoilla suuria määriä.
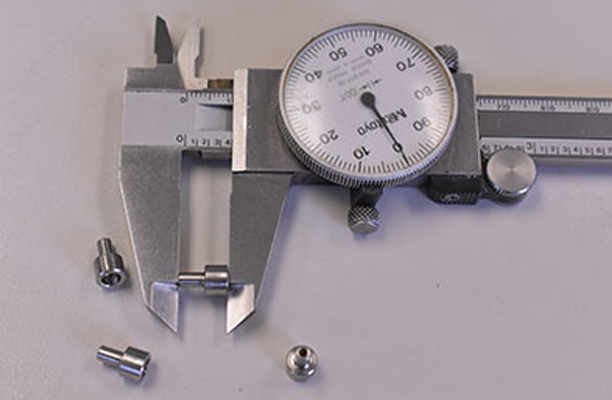
Yksinkertaisesta mekaanisesta kokoonpanosta ja painetestauksesta sähköiseen kokoonpanoon ja testaukseen verkkoanalysaattorilla. Tämä antaa sinun ostaa valmiita tuotteita eikä vain komponentteja.
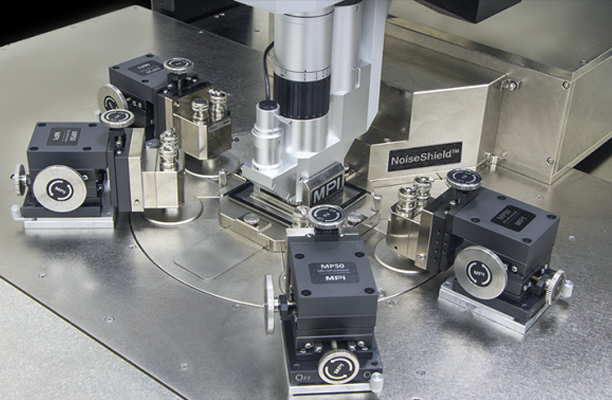
Elektronisia testilaitteita käytetään ärsykesignaalien luomiseen ja vastausten sieppaamiseen elektronisista laitteista. Elektronisen laitteen asianmukainen toiminta voidaan vahvistaa tai puuttua laitteessa, joka voidaan jäljittää ja korjata. Elektronisten testauslaitteiden käyttö on välttämätöntä kaikenlaisessa elektroniikkajärjestelmien työssä.
 |
 |
 |
 |

Yrityksemme ja ponnistelumme mukavampaan kokoonpanoon
Tarvitsetpa yksinkertaisen laitteiston lisäyksen tai monimutkaisen mekaanisen kokoonpanon, Minghe Die Casting voi tarjota aikaa säästäviä, kustannustehokkaita palveluita projektiisi. Hallinnoimme koko projektisi prototyypistä, painevalusta, koneistuksesta, varastojen hankinnasta ja kokoonpanosta. Voimme myös toimittaa kokoonpantu osia tuotantolinjaasi ja korjaussarjoja varten. Pienistä mekaanisista osakokoonpanoista monimutkaisiin sähkömekaanisiin koteloihin räätälöimme kokoonpanoratkaisut juuri sinun tarpeisiisi.
1. Painevalun rakenne
CNC-työstöteknologian laajan soveltamisen avulla muottivalujen rakenteen monimutkaisuus kasvaa edelleen. Joidenkin painevalujen prosessoinnissa paikannus ja kiinnitys ovat erittäin vaikeita, eivätkä ne sovellu monenlaiseen sijoittamiseen ja kiinnittämiseen. Kertaluonteinen yleistyöstötekniikka on työpöydän kääntäminen ja kääntäminen kulman mukaan vaaka- tai pystysuorassa-vaakasuorassa työstökeskuskoneessa muokkausosan kaikkien pintojen ja reikien käsittelemiseksi kerralla, ja täytä sitten kaikki piirustuksen geometriset toleranssivaatimukset. Prosessikahvaan liitetty osa on kerrostettu ja jyrsitty prosessikahvan erottamiseksi työkappaleesta.
2. Käsittelyperiaate
Hyödynnä täysimääräisesti CNC-koneistuskeskuksen monikulmaisia ja suuntaavia käsittelyetuja, käytä kovametallijyrsimen ominaisuuksia pienten muodonmuutososien käsittelyyn suurella nopeudella ja pienellä syötöllä, käytä profiiliosan jäännösosaa paikannus- ja puristusprosessin kahva ja käytä UG-ohjelmistoa automaattisesti. Ohjelmointitoiminto varmistaa prosessoitujen osien yhtenäisyyden ja kaikkien osapuolten hyvän koheesion.
3. Toteutusvaikutus
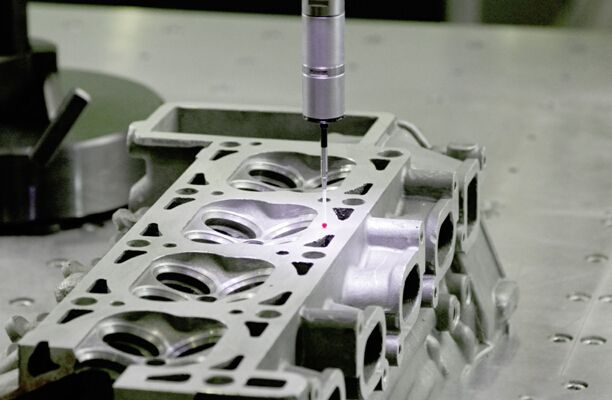
Painevalukappaleissa käytetään kiinteää työstö- ja kertamuodostustekniikkaa. Kun painevalukappaleet valmistetaan massatuotantona, kolmen koordinaatin tarkastuksen jälkeen muodon ja sijaintitarkkuuden tilastotiedot ovat seuraavat: K-pohjatason tasaisuus ≤ 0.012 mm, M-pohjatason tasaisuus ≤ 0.01 mm, M takapuolen suuntainen ≤0.015 mm, φ30 mm: n kohtisuoruus M: n pohjaan nähden on ≤0.013 mm, φ32 mm: n kohtisuoruus K: n pohjaan nähden on ≤0.015 mm, φ30 mm: n ja φ32 mm: n leikkauspiste on ≤0.014 mm. Massatuotannossa osien muoto ja sijaintitarkkuus ovat vakaat ja tuotannon tehokkuus paranee huomattavasti.
4. Sovellus ja laajennus
Kertakäyttöistä osien integroidun työstöprosessitekniikkaa voidaan käyttää paitsi vaakasuorissa työstökeskuksissa myös pystysuorassa ja pystysuorassa vaakasuorassa muuntokoneistossa. Painevalukappaleet voidaan käsitellä ja muodostaa yhdessä vaiheessa viisiakselisessa koneistuskeskuksessa, ja prosessikahvat voidaan jyrsiä kerroksittain; painevalukappaleet voidaan käsitellä käänteisellä levyllä kolmiakselisessa koneistuskeskuksessa. Jäännösprosessialustan poistaminen.
5. Yleisen työstön soveltaminen
Kertaluonteista osien integroidun työstöprosessitekniikkaa käytetään pääasiassa osien käsittelyssä, jossa on vaikea sijoitus ja kiinnitys. Käsittelymenetelmät voidaan yhdistää työn tehokkuuden parantamiseksi ja muodon ja sijainnin tarkkuuden varmistamiseksi. sitä voidaan käyttää symmetristen rakenneosien pariksi leikkaamiseen kiinnitysten määrän vähentämiseksi, Työkalujen tuotantokustannusten säästäminen; soveltuu nopeaan ja pienisyöttöiseen skannauskäsittelyyn kerrokselta kerrokselle, leikkausvoima on pieni, leikkauslämpö on pieni käsittelyn aikana ja painevalukappaleet eivät ole alttiita muodonmuutoksille. Tätä prosessointikonseptia edistetään vähitellen painevaluvalmistajissa.
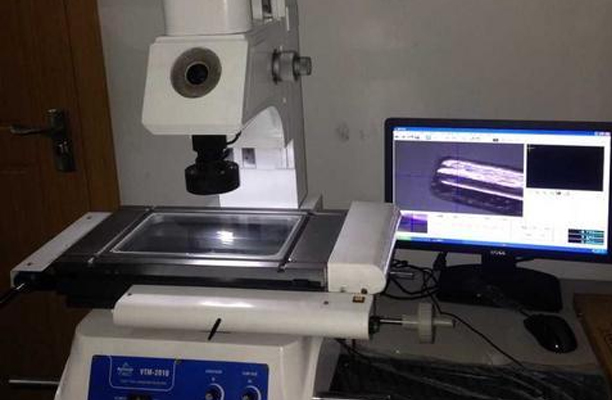
Mittauslaitteiden luettelo
 |
|
 |
|
 |
|
 |
|
 |
|
 |
|