
Sijoitus casting
Mikä on sijoitusvalu
Investointi valu, tunnetaan myös menetetty vahavalu, sisältää prosessit, kuten vahan puristamisen, vahan korjaamisen, puiden kokoamisen, lietteen kastamisen, vahan sulamisen, sulan metallin valamisen ja jälkikäsittelyn. Kadonneen vahan valu tarkoittaa vahan käyttöä vahamuotin valmistamiseksi valettavasta osasta ja sitten päällystää vahamuotti mutalla, joka on mutamuotti. Kun savimuotti on kuivunut, laita se kuumaan veteen sisäisen vahamuotin sulattamiseksi. Ota savimuotti sulatetusta vahamuotista ja polta se keramiikkamuottiin. Kerran paahdettu. Yleensä kaatopaikka jätetään mudamuottia tehtäessä ja sitten kaadetaan sula metalli kaatoportista. Jäähdyttämisen jälkeen tarvittavat osat tehdään.
Kun vahaa käytetään kuviona, investointivalua kutsutaan myös "kadonneeksi vahavaluksi". Materiaalista tehdään kuvio ja kuvion pinta peitetään useilla kerroksilla tulenkestävää materiaalia muotin kuoren tekemiseksi, ja sitten kuvio sulatetaan ja poistetaan muotin kuoresta muotin saamiseksi ilman irtoavaa pintaa. Korkean lämpötilan paahtamisen jälkeen se voidaan täyttää hiekalla ja kaataa. Koska kuviot valmistetaan laajalti vahamaisista materiaaleista, sijoitusvalua kutsutaan usein "kadonneeksi vahavaluksi".
Kadonneen vahan valu - käytetyt sijoitusvalutyypit
- Hiiliteräs
- Alloy Steel
- Lämmönkestävä seos
- Ruostumaton teräs
- Tarkkuusmetalli
- Pysyvä magneettiseos
- Laakeriseos
- Kupariseos
- Alumiiniseos
- Titaaniseos
- Nodulaarinen valurauta jne.
Sijoitusvalukappaleiden muoto on yleensä monimutkaisempi. Valukappaleisiin valettavien reikien vähimmäishalkaisija voi olla 0.5 mm ja valukappaleiden minimiseinämän paksuus 0.3 mm. Tuotannossa voidaan yhdistää alun perin useista osista koostuvia osia. Muuttamalla osien rakennetta, ne voidaan suunnitella kiinteiksi osiksi ja valaa suoraan investointivalulla säästääkseen prosessityötunteja ja metallimateriaalien kulutusta ja tehdä osarakenteesta järkevämpi.
Investointivalukappaleiden paino on enimmäkseen nolla - kymmeniä nautoja (muutamasta grammasta kymmeneen kiloon, yleensä enintään 25 kg), ja on hankalampaa tuottaa liian raskaita valukappaleita sijoitusvalulla.
Investointivaluprosessi on monimutkaisempi ja sitä on vaikea hallita, ja käytetyt ja kulutetut materiaalit ovat kalliimpia. Siksi se soveltuu pienten osien, joilla on monimutkaiset muodot, korkeat tarkkuusvaatimukset tai muut käsittelyvaikeudet, kuten turbiinimoottorin siipien, tuottamiseen.
Minghe Casting on ISO9001: 2015 -sertifioitu kiinan etukäteen valmistava standardi- ja monimutkainen tarkkuusvahan sijoitusvaluprototyyppi. Vaha- ja hartsimallit tai -mallit voidaan valmistaa vain muutamassa tunnissa CAD- tai matematiikkatiedostoista. Metallivaletut prototyypit voidaan valmistaa vain 2–4 viikossa ja kokonaiset valetut ja koneistetut osat voidaan kehittää vain 3-5 viikossa. Toimialoja ovat ilmailu, autoteollisuus, puolustus, meri, lääketiede, ydinvoima, öljy ja kaasu sekä työkalut ja kuolla.

Investointien valuprosessin edut
Sijoitusvalun toiminnot voidaan tiivistää seuraavasti:
- - Voi tuottaa suuria osia
- - Voi muodostaa monimutkaisia muotoja
- - Lujat osat
- - Korkea tuotantoprosentti
- - Investointivalujen mittatarkkuus on suhteellisen korkea, yleensä jopa CT4-6 (hiekkavalu on CT10 ~ 13, painevalu on CT5 ~ 7)
- - Vesilasin valu, matala lämpötila hukkavahan valu prosessi, jonka kyky heittää tuotteita vaihtelee 0.5 kg - 100 kg. Yleensä käytetyt materiaalit ovat hiiliteräs, seosteräs ja ruostumaton teräs, kulutusta kestävä materiaali jne.
- - Investointivalujen pintakäsittely on korkeampi kuin yleisten valukappaleiden pintakäsittely, yleensä enintään Ra ~ 1.6 ~ 3.2 μm.
- - Sijoitusvalumenetelmän käyttö voi säästää huomattavasti työstökoneita ja työstötyötunteja sekä metalliraaka-aineita.
- - Investointivalu voi valaa monimutkaisia seoksia, erityisesti korkean lämpötilan metalliseoksia. Esimerkiksi suihkumoottorin terä, sen virtaviivainen profiili ja jäähdytysontelo tuskin muodostuu koneistustekniikalla. Tuotanto investointivaluprosessilla voi paitsi saavuttaa massatuotannon, varmistaa valukappaleiden johdonmukaisuuden, myös välttää jäljellä olevien veitsimerkkien jännityskeskittymät koneistuksen jälkeen.

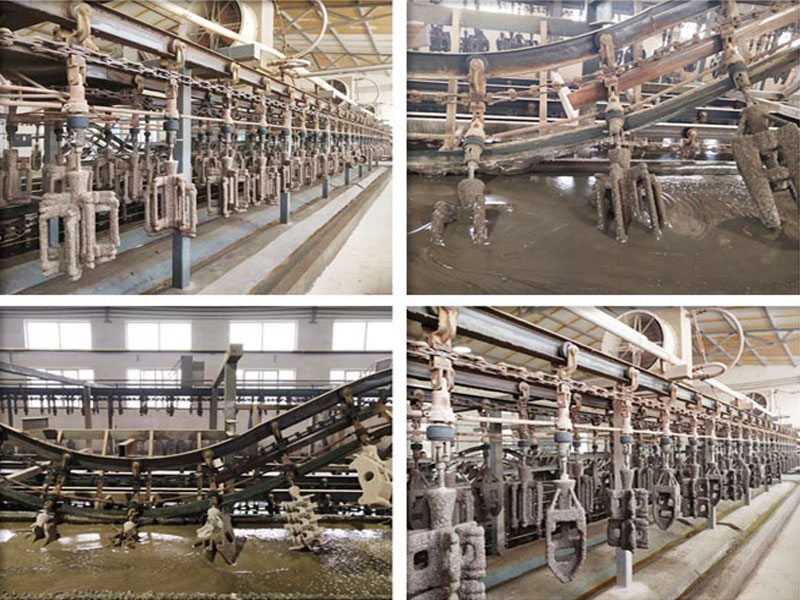
Minghe Hardware tuotantoprosessi investointien valu
Investointivalu (menetetty vahavalu) on prosessi, jossa vahaa käytetään valettavien osien muotin valmistamiseen, ja sitten vahamuotti päällystetään mudalla, jota kutsutaan savimuotiksi. Kun savimuotti on kuivunut, lämmitä ja sulata sisempi vahamuotti. Poista savimuotti vahamuotin sulattamisen jälkeen ja paista se keraamiseksi muotiksi. Yleensä porttijärjestelmä jätetään mudamuottiin, jolloin sula metalli voidaan kaataa muottiin. Jäähdytä sitä, kunnes osa jähmettyy, tarvittavat osat on tehty. Sijoitusvaluprosessin vaiheet:

| Muottien kehittäminen ja suunnittelu ▶ |

| Kadonneen vahan työpaja ▶ |

| Kadonnut vahatarkastus ▶ |

| Vaha-ryhmän puu▶ |

| Piidioksidi Sol-kuori ▶ |
| Vesilasin vahvistus▶ |

| Höyryn vahanpoisto ▶ |

| Paahtaminen-kaataminen▶ |

| Poista portin hionta ▶ |

| Tyhjä positiivinen▶ |

| Täydellinen tarkkuusvalu▶ |

| Pakkaa ja lähetä▶ |
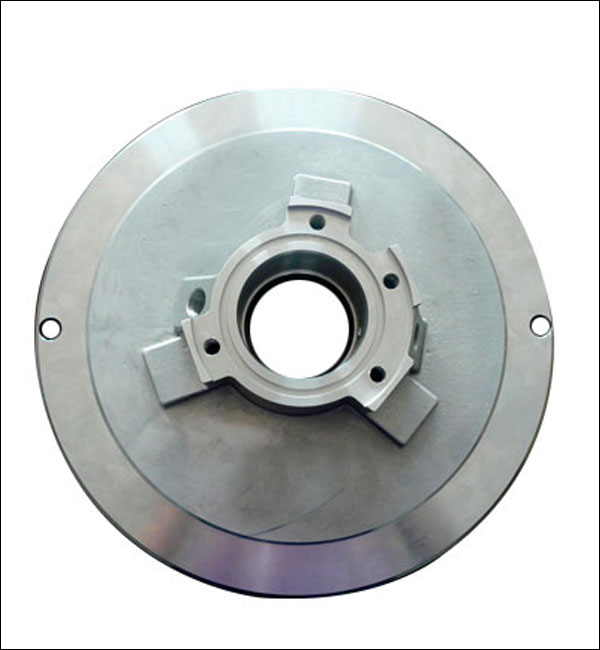
Minghe-tapaustutkimukset sijoitusvalusta
Minghe Casting -valmistuspalveluja on saatavana sekä todelliseen suunnitteluun että pienien tai suurten volyymivalmistusosien, hiekanvaluosien,investointien valu osat, metallivaluosat, kadonneet vaahtovaluosat ja paljon muuta.











Siirry kohtaan Lisää valukappaleiden tutkimuksia >>>
Valitse paras sijoitusvalmistaja
Tällä hetkellä investointivalumme osiamme viedään Amerikkaan, Kanadaan, Australiaan, Iso-Britanniaan, Saksaan, Ranskaan, Etelä-Afrikkaan ja moniin muihin maihin ympäri maailmaa. Olemme ISO9001-2015 -rekisteröity ja myös SGS-sertifioitu.
Räätälöity investointivalunvalmistuspalvelumme tarjoaa kestäviä ja kohtuuhintaisia valukappaleita, jotka täyttävät auto-, lääke-, ilmailu-, elektroniikka-, elintarvike-, rakennus-, turvallisuus-, meri- ja muiden alojen vaatimukset. Lähetä nopeasti kyselysi tai lähetä piirustuksesi saadaksesi ilmaisen tarjouksen lyhyessä ajassa.Ota yhteyttä tai lähetä sähköpostia myynti@hmminghe.com nähdäksesi kuinka ihmiset, laitteet ja työkalut voivat tuoda parhaan laadun ja parhaan hinnan sijoitusvaluprojektiisi.
Tarjoamme Casting-palveluja:
Minghe Casting -palvelut, jotka työskentelevät hiekkavalun, metallivalun, investointivalun, menetetyn vaahtovalun ja muun suhteen.
Hiekkavalu
Hiekkavalu on perinteinen valuprosessi, jossa hiekkaa käytetään pääasiallisena mallina materiaalina muottien valmistuksessa. Painovoimaa käytetään yleensä hiekkamuotteihin, ja matalapainevalua, keskipakovalua ja muita prosesseja voidaan käyttää myös erityisvaatimusten ollessa kyseessä. Hiekkavalulla on laaja valikoima sopeutumiskykyä, voidaan käyttää pieniä paloja, suuria paloja, yksinkertaisia paloja, monimutkaisia paloja, yksittäisiä paloja ja suuria määriä.
Pysyvä muottien valu
Pysyvä muottien valu niillä on pitkä käyttöikä ja korkea tuotantotehokkuus, niiden mittatarkkuus ja sileä pinta eivät ole pelkästään, vaan niiden lujuus on suurempi kuin hiekkavalujen, ja ne eivät todennäköisesti vahingoitu, kun sama sula metalli kaadetaan. Siksi keski- ja pienten ei-rautametallivalujen massatuotannossa metallivalu on yleensä edullista niin kauan kuin valumateriaalin sulamispiste ei ole liian korkea.

Sijoitus casting
Suurin etu investointien valu koska investointivaluilla on suuri mittatarkkuus ja pintakäsittely, ne voivat vähentää työstötoimia, mutta jättävät vähän koneistusvarauksia osille, joilla on korkeammat vaatimukset. Voidaan nähdä, että sijoitusvalumenetelmän käyttö voi säästää paljon työstökoneita ja työtunteja sekä säästää huomattavasti metalliraaka-aineita.
Lost vaahto valu
Kadonnut vaahtomuovivalu on yhdistää valukoon ja -muodon kaltaiset parafiinivaha- tai vaahtomallit malliryhmiksi. Tulenkestävien pinnoitteiden harjaamisen ja kuivaamisen jälkeen ne haudataan kuivaan kvartsihiekkaan tärinämallinnusta varten ja kaadetaan alipaineeseen mallin kaasuttamiseksi. Nestemäinen metalli on mallin sijainti ja muodostaa uuden valumenetelmän jähmettymisen ja jäähdyttämisen jälkeen.

Die Casting
Painevalu on metallivaluprosessi, jolle on tunnusomaista korkean paineen kohdistaminen sulaan metalliin muotin onteloa käyttämällä. Muotit valmistetaan yleensä vahvemmista seoksista, ja tämä prosessi on jonkin verran samanlainen kuin ruiskupuristus. Suurin osa painevalukappaleista ei ole rautaa, kuten sinkki, kupari, alumiini, magnesium, lyijy, tina ja lyijytinaseokset ja niiden seokset. Minghe on ollut Kiinan huippu painevalupalvelu koska 1995.
Keskipakovalu
Keskipakovalu on tekniikka ja menetelmä nestemäisen metallin ruiskuttamiseksi nopeaan pyörivään muottiin siten, että nestemäinen metalli on keskipakoliikettä muotin täyttämiseksi ja valun muodostamiseksi. Keskipakoliikkeen vuoksi nestemäinen metalli voi täyttää muotin hyvin säteen suunnassa ja muodostaa valun vapaan pinnan; se vaikuttaa metallin kiteytymisprosessiin ja parantaa siten valun mekaanisia ja fysikaalisia ominaisuuksia.

Matalapainevalu
Matalapainevalu tarkoittaa, että muotti asetetaan yleensä suljetun upokkaan yläpuolelle ja paineilmaa syötetään upokkaaseen alhaisen paineen (0.06 - 0.15 MPa) aikaansaamiseksi sulan metallin pinnalle niin, että sula metalli nousee nousuputkesta täytä muotti ja kontrolli kiinteytetty valumenetelmä. Tällä valumenetelmällä on hyvä syöttö ja tiheä rakenne, helppo valaa suuria ohutseinäisiä monimutkaisia valuja, ei nousuputkia ja metallin talteenottoprosentti 95%. Ei pilaantumista, helppo toteuttaa automaatio.