
Uusi prosessi W-tyypin painevaletusta alumiinista, vesijäähdytteinen pohja
Voimayksiköiden, sähköajoneuvojen ja metromoottorien valmistustekniikoiden nopean kehityksen myötä valettuja alumiinisia vesijäähdytteisiä runkorakenteita käytetään laajalti moottorivalmistuksessa. Vihreät ja ympäristöystävälliset energiaa käyttävät sähköajoneuvomoottorit, nopeat EMU-virtalähdegeneraattorit, lentokenttäbussimoottorit ja rautatiekäyttöiset kaupunkiliikenteen kestomagneettivetomoottorit käyttävät enimmäkseen valettuja alumiinisia vesijäähdytteisiä alustoja. Vesijäähdytteisen valukehyksen hyvä lämmöntuottovaikutus on avain moottorivalmistuksen vaatimusten täyttämiseen. Tärkein valmistusprosessi sisältää metallien sulatustekniikan, muovaustekniikan, kokoonpanotekniikan, jalostustekniikan ja muut näkökohdat. Onko alumiinivalu vesijäähdytteisen konepohjan rakenne kohtuullinen ja sen laatu vaikuttaa suoraan tämän tyyppisen moottorin käyttövarmuuteen, työn tuottavuuteen ja taloudellisiin hyötyihin. Sovellusrakenne Kohtuullinen valettu alumiininen vesijäähdytteinen runkorakenne voi parantaa tämän tyyppisen moottorirungon käyttövarmuutta, lyhentää valmistusjaksoa, säästää valmistuskustannuksia ja parantaa työn tuottavuutta ja taloudellista hyötyä.
1. Vesijäähdytteisen kehyksen nykyinen tuotantotekniikan tila
1.1 Prosessimenetelmä
Alumiinivalettujen vesijäähdytteisten alustojen valmistusmenetelmiä samalla alalla kotimaassa ja ulkomailla ovat: kiinteä hiekkavalu, halkaistu hiekkavalu, suulakepuristus jne. metalliseosten sulatuslaatikon kokoonpano-kaataminen-puhdistus-valmis tuote. Jaettu valuprosessi on: muotin ytimen laatikon valmistus-hiekkamuotin hiekkaytimen valmistus-seoksen sulatuslaatikon kokoonpano-kaataminen-puhdistus-käsittely-hitsaus-kokoonpano pohja-aihion muodostamiseksi. Suulakepuristusprosessi on: muotin valmistus-valettu alumiinisulatus-kaatava alumiiniharkot-korkeapaineinen suulakepuristusmuovaus-hitsauskoneen aihiot.
1.2 Perinteisten käsitöiden ja menetelmien puutteet
Integroidun valetun alumiinivesijäähdytteisen kehyksen ongelma on rungon alhainen saanto ja pitkä valmistusjakso. Suurin ongelma on vaikea puhdistaa vesikanavan hiekkasydän ja vaikea korjata vesikanavan hiekkaydin; jaetun hiekkavaletun alumiinisen vesijäähdytteisen kehyksen rakenteessa on ongelmia. Tuotantoprosessi on hankala, sykli on liian pitkä, laatua on vaikea hallita, ja sisä- ja ulkosylinterit on esikäsiteltävä ja päätypinnat on suljettu ja hitsattu, mikä on helppo vuotaa käsittelyn jälkeen; suulakepuristettu valettu alumiini vesijäähdytteinen pohjarakenne: puristimen vetoisuus rajoittaa, suuri Koneen pohja ei voi toteutua, ja veden vuotamisen vaara johtuu käsiteltävästä tiivistys- ja hitsaussaumasta. Usein konepohja vuotaa hitsauslaatuongelmien vuoksi, mikä vaikuttaa koneen rungon suorituskykyyn ja aiheuttaa jopa moottorin romuttamisen.
2. Uuden prosessimenetelmän käsite ja tavoite
Analysoimalla perinteisten prosessimenetelmien puutteita ehdotetaan uutta prosessia, jonka ominaisuuksia ovat:
- 1) Sisä- ja ulkopuolella korkeapaineinen kertavalu.
- 2) Jäähdytyskanavan rakenneominaisuudet muodostuvat kerralla sisä- ja ulkosylintereistä.
- 3) Poistaa konealustan jäähdytysvesikanavan vaikeat ja pitkät käsittelyvaiheet.
- 4) Hitsaussaumaa ohjataan laipan sisäpuolelta, eikä hitsaussaumaa saa käsitellä, mikä ratkaisee koneen pohjan paine- ja vesivuotohäiriön hitsausprosessin aikana.
- 5) Asenna paikannus- ja kanavointia estävät rakenteet vesiväylän seinälle parantaaksesi konekannan luotettavuutta.
- 6) Häiriölämmitysholkin muodostus.
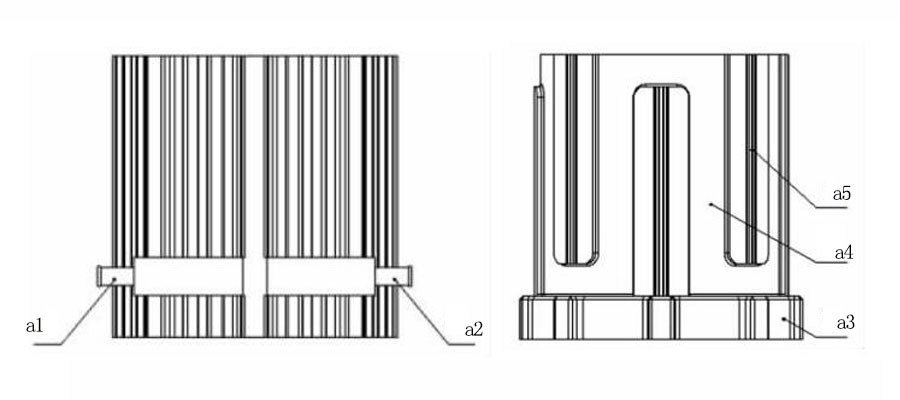
- a1: sisääntulo
- a2: Vesiväylä
- a3: Sylinterin hitsaussuojalaippa ja päätykansi
- a4: Jäähdytysvesiväylä
- a5: Veden estoavain
3. Uuden prosessin erityinen toteutusprosessi
Uuden painevaluprosessin prosessi on: muotin valmistus-lejeerinkisulatus-suulakevalu-kuumahihahitsauspohjainen aihio. Sylinterin sisä- ja ulkokanavat valettiin muotoon painevalumenetelmällä, käsittelyä ei tarvita. Hyödyntäkää täysipainoisesti painevalun, nopean nopeuden, korkean pinnan viimeistelyn ominaisuudet käyttämällä painevalutekniikkaa, painevalua ulko- ja sisäsylintereihin. W-muotoinen kanavarakenne ja ohjaava W-ura on valettu sisäsylinteriin kuvan 2 mukaisesti; ulompi sylinteri on valettu ohjaus- ja lukitusrakenteella, sisä- ja ulkosylinterit esilämmitetään samanaikaisesti ja sitten sisä- ja ulkosylinterit kuumennetaan kuvan 3 mukaisesti.

Tiiviste hitsataan pohja -aihioon kuvan 4 mukaisesti. Uuden prosessin edut ovat:
- 1) Sisä- ja ulkosylinterit on muodostettu suoraan painevalulla käsittelemättä vesikanavia.
- 2) Ulommassa sylinterissä on sisälaippa ja sisäsylinterissä on ulompi laippa hitsin suojaamiseksi.
- 3) Sisä- ja ulkosylinterit on esilämmitetty häiriökuumennusta varten.
- 4) Asenna ohjaus- ja lukituslaitteet jalustan luotettavuuden varmistamiseksi.
4. Päätelmä
W-muotoisen vesijäähdytteisen rungon uusi tuotantoprosessi on ennakkotapaus kotimaisessa ammattikäyttöisessä moottoriteollisuudessa. Kotimaisten ja ulkomaisten valettujen alumiinirunkojen valmistustekniikan imeytymisen ja valurakenteen yhdistelmänä käytetään erityisiä prosessimenetelmiä W-muotoisen valetun alumiinisen vesijäähdytteisen kehyksen valmistuksen toteuttamiseksi. Prosessissa painevalun ominaisuudet ovat täysin Käytettyjä esilämmityshäiriöitä käytetään, hitsaussuoja ja vesivuotojen estorakenne on järjestetty taitavasti ja W-muotoisen valetun alumiinisen vesijäähdytteisen koneen pohja valmistetaan. Lyhennä tuotekehityssykliä, vähennä moottorituotannon vaikeuksia ja työvoimavaltaa, yksinkertaista sähkökoneiden keskeisten komponenttien valmistusprosessia, paranna valmistuksen ja käytön luotettavuutta ja hallitse tehokkaasti moottorinvalmistuksen kustannuksia.
Säilytä tämän artikkelin lähde ja osoite uudelleenpainamista varten: Uusi prosessi W-tyypin painevaletusta alumiinista, vesijäähdytteinen pohja
Minghe Die Casting Company ovat omistautuneet valmistukseen ja tarjoavat laadukkaita ja korkean suorituskyvyn valukomponentteja (metalliset painevalukappaleet sisältävät pääasiassa Ohutseinäinen valukappale,Kuuma kamari die casting,Kylmäkammion die casting), Pyöreä palvelu (painevalupalvelu,CNC-työstö,Muotin valmistus, Pintakäsittely) .Jokainen räätälöity alumiinipainevalu, magnesium- tai Zamak / sinkkipainevalu ja muut valutarvikkeet ovat tervetulleita ottamaan yhteyttä meihin.

Kaikki prosessit suoritetaan ISO9001: n ja TS 16949: n valvonnassa satojen kehittyneiden painevalukoneiden, 5-akselisten koneiden ja muiden laitteiden kautta, aina blastereista Ultra Sonic -pesukoneisiin. kokeneiden insinöörien, käyttäjien ja tarkastajien tiimi asiakkaan suunnittelun toteuttamiseksi.

Painevalujen sopimusvalmistaja. Toiminnot sisältävät kylmäkammion alumiinipainevalukappaleet, joiden paino on 0.15 paunaa. 6 lbs., nopea vaihto ja koneistus. Lisäarvopalveluihin kuuluvat kiillotus, tärinä, purseiden poisto, puhallus, maalaus, pinnoitus, päällystys, kokoonpano ja työkalut. Materiaalit, joiden kanssa on työskennelty, sisältävät seoksia, kuten 360, 380, 383 ja 413.

Sinkkipainevalusuunnitteluapu / samanaikaiset suunnittelupalvelut. Mukautettujen sinkkipainevalujen valmistaja. Pienikokoisia valuja, korkeapainevalukappaleita, moniliukuisia muottivaluja, tavanomaisia muottivaluja, yksikkömuotteja ja itsenäisiä muottivaluja ja ontelosuljettuja valukappaleita voidaan valmistaa. Valukappaleita voidaan valmistaa pituudeltaan ja leveydeltään jopa 24 tuumaa +/- 0.0005 tuuman toleranssilla.

ISO 9001: 2015 -sertifioitu painevaletun magnesiumin valmistaja, ominaisuuksia ovat korkeapaineinen magneettivalumuotoinen valu jopa 200 tonnin kuumakammioon ja 3000 tonnin kylmäkammioon, työkalujen suunnittelu, kiillotus, muovaus, työstö, jauhe- ja nestemaalaus, täydellinen laadunvalvonta CMM-ominaisuuksilla , kokoonpano, pakkaus ja toimitus.

ITAF16949-sertifioitu. Lisävalupalvelu sisältää investointien valu,hiekkavalu,Painovoima valu, Lost vaahto valu,Keskipakovalu,Tyhjö valu,Pysyvä muottien valuKykyihin kuuluvat EDI, tekninen apu, vankka mallinnus ja toissijainen käsittely.

Casting Industries Osatapaustutkimukset: Autot, polkupyörät, lentokoneet, soittimet, vesijetit, optiset laitteet, anturit, mallit, elektroniset laitteet, kotelot, kellot, koneet, moottorit, huonekalut, korut, jigit, tietoliikenne, valaistus, lääkinnälliset laitteet, valokuvauslaitteet, Robotit, veistokset, äänilaitteet, urheiluvälineet, työkalut, lelut ja paljon muuta.
Mitä voimme auttaa sinua tekemään seuraavaksi?
∇ Siirry kotisivulle Die Casting Kiina
→Valuosat- Selvitä, mitä olemme tehneet.
→ Ralated-vinkkejä Die Casting palvelut
By Minghe-painevaluvalmistaja | Luokat: Hyödyllisiä artikkeleita |Materiaali Tunnisteet: Alumiinin valu, Sinkkivalu, Magnesiumvalu, Titaanivalu, Ruostumattoman teräksen valu, Messinkivalu,Pronssivalu,Suoratoista video,Yrityksen historia,Alumiinivalu | Kommentit pois päältä







