
Kadonnut vaahtopinnoite suurille monimutkaisille ohutseinäisille kuoriosille
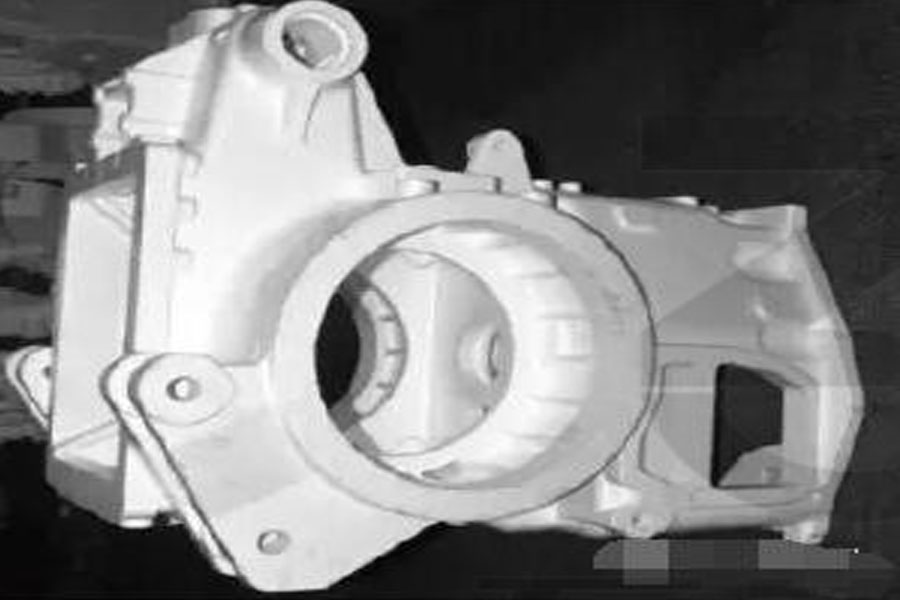
China YTO Group Co., Ltd.: n itsenäisesti kehittämässä suuritehoisessa pyörätraktorissa on suuri takavaihteistokotelo ja erittäin monimutkainen rakenne (katso kuva 1), jonka ulkomitta on 1050 mm × 925 mm × 750 mm ja todellinen tilavuus valu on noin 0.085m3. Teoreettinen paino on noin 615 kg.
Tämän kuoriosan koetuotannossa käytettiin menetettyä vaahtotekniikkaa. Ohutseinäinen kuoriosa, jolla on niin suuri tilavuus ja paino ja monimutkainen rakenne, valmistettiin tällä tekniikalla, ja olemassa olevissa lehdissä ja aikakauslehdissä on vain vähän raportteja. Monien kokeellisten tuotantojen kautta on havaittu, että valukappaleilla kaatamisen jälkeen on seuraavat kolme ongelmaa: yksi on valun muodonmuutos, mikä vaikeuttaa valun mittatarkkuuden takaamista; toinen on se, että raudanpäällystetty hiekka muodostuu helposti valun sisäonteloon, mikä lisää puhdistuksen vaikeutta; kolmas on valupinta. Hiilimustavirheitä syntyy, mikä aiheuttaa valun romutuksen käsittelyn aikana.
On monia tekijöitä, jotka aiheuttavat edellä mainitut valuvirheet, mutta pinnoitteella on tärkeä rooli koko menetetyssä vaahtovaluprosessissa. Jos itse pinnoite ei ole oikein muotoiltu ja pinnoitteen suorituskyky on huono, se ei ainoastaan voi ratkaista ongelmaa tehokkaasti, vaan aiheuttaa myös vikoja.
- (1) Maalilla on huono kiinnittyvyys. Tuotantotestissä käytetty maali on vesipohjainen maali, ja takavaihteiston kotelon valkoinen muotti on valmistettu polystyreenivaahdosta, jota vesipohjainen maali ei ole helppo kastaa tai tunkeutua. Huono kosteus, huono pinnoite ja maali eivät voi roikkua valkoisen muotin pinnalle tai tarttua huonosti. Toisaalta se aiheuttaa kuvion päällystyksen useita kertoja, ja valkoisen muotin taipumus muodonmuutokseen useiden päällystys- ja kuivausprosessien aikana kasvaa. ; Toisaalta se aiheuttaa epätasaisen pinnoitteen paksuuden, jopa epäjatkuvan pinnoitteen, ja valkoisen muotin paikallinen altistuminen aiheuttaa hiekan tarttumisvirheitä. Takavoimansiirtokotelon valkoisen muotin suuren koon vuoksi (katso kuva 2) kastamisen aikana syntyvä kelluvuus aiheuttaa ulkonäön rikkoutumisen. Siksi valkoisen muotin levityksessä käytetään ruiskutuksen ja verhopäällysteen yhdistelmää. Pinnoiteominaisuudet asettavat korkeampia vaatimuksia.
- (2) Pinnoitteen lujuus on alhainen. Takavaihteistokotelon valkoisessa muotissa on suuri tilavuus, ohut seinä ja pieni tiheys. Koko valkoisella muotilla ei ole luontaista jäykkyyttä. Pinnoitteen liimauslujuus huoneenlämmössä ei ole korkea, ja pinnoite on helppo irrottaa ja vaurioitua kuvion kuivumisen ja käsittelyn aikana. Ei voida taata, että kuvio kestää riittävästi muodonmuutoksia hiekan täyttö- ja tiivistysprosessin aikana, mikä johtaa muodonmuutokseen. pinnoitteen korkean lämpötilan lujuus ei ole korkea, korkeissa lämpötiloissa on mahdotonta estää pinnoitteen vaurioitumista sulan metallin valu- ja muovausprosessin aikana aiheuttaen romahtamisen, hiekan tarttumisen ja muita vikoja, niin että valun mittatarkkuutta ja pinnan laatua ei voida taata; pinnoitteen heikko jäännöslujuus aiheuttaa Päällysteen puhdistaminen valun pinnalta kaatamisen jälkeen ei ole helppoa.
- (3) Pinnoitteen ilmanläpäisevyys on huono. Koska koetuotteen materiaali on HT250, tuotantotestissä kaatolämpötila säädetään 1380 ~ 1430 ℃, kun taas valkoisen muotin materiaali on polystyreenivaahtoa, joka on lämpötila -alueella 1350 1550 XNUMX ℃. , Se alkaa halkeilla nopeasti, palaa ja höyrystyy, ja pienimolekyylipainoiset polymeerit halkeilevat nopeasti, ja suuri määrä vetyä ja vapaata hiiltä saostuu. Jos päällysteen ilmanläpäisevyys on huono, suurta määrää pyrolyysituotteita ei voida viedä tasaisesti pinnoitteen läpi, mikä aiheuttaa huokosia valussa; jos pinnoite ei pysty absorboimaan polystyreenivaahdon palaessa syntyneitä jäänteitä, valu on altis jäännöshiilen sisällyttämisvirheille.
Tavoitteena on tekniikan taustalla olevien pinnoitteiden aiheuttamat valuvirheet, se keskittyy pinnoiteformulaatioiden kehittämiseen ja samalla tutkii pinnoitteiden sekoitusprosessia.
Pinnoiteformulaatioiden kehittäminen
1. Koostumus ja materiaalin valinta
- (1) Tulenkestävä jauhe menetetty vaahtopinnoite on kolme tärkeää vaatimusta tulenkestävän jauheen valinnalle: Ensinnäkin tulenkestävän jauheen hiukkaskoon tulisi olla suhteellisen karkea, mutta jos se on liian karkea, pinnoitteen hiekankestävyys vaikuttaa, ja tarttumaton hiekka otetaan huomioon. Ja korkea ilmanläpäisevyys, valitse hiukkaskoko 0.08 × 0.071 mm (180/200 mesh); toiseksi, pyöreämpi tulenkestävän jauheen muoto, sitä parempi, pyöreällä jauheella on hyvä ilmanläpäisevyys; kolmas on, että tulenkestävä jauhe on hyvä ilmanläpäisevyys; Vaahtomuovien pyrolyysituotteilla on oltava adsorptiokyky. Pinnoitteen yleisen suorituskyvyn parantamiseksi tulenkestävänä jauheena valitaan korkea alumiinioksidiboksidi -klinkkerijauhe (hiukkaskoko 0.08 mm) ja kiillejauhe (hiukkaskoko 0.071 mm). Korkea alumiinioksidi -bauksiittijauhe on huokoinen rakenne, jossa on pyöristetyt rakeet, mikä voi parantaa pinnoitteen ilmanläpäisevyyttä ja vaahtopyrolyysituotteiden adsorptiokykyä; kiillejauhe on kerroksinen silikaatti rakenteesta, joka on lämmönkestävä ja kulutusta kestävä, eristyskyky, hyvä joustavuus ja joustavuus, tietyn osan kiillejauheen lisääminen pinnoitteeseen voi parantaa peittävyyttä, korkean lämpötilan ilmanläpäisevyyttä ja sintrautuvuutta pinnoitteesta.
- (2) Sideaine EPC -pinnoitesideaine on tärkeä osa pinnoitetta. Se ei ainoastaan lisää pinnoitteen lujuutta ja levitettävyyttä, vaan vaikuttaa myös pinnoitteen ilmanläpäisevyyteen ja suspensioon. Yleensä epäorgaanisen sideaineen ja orgaanisen sideaineen yhdistelmä ei ainoastaan takaa pinnoitteen lujuutta huoneenlämmössä ja korkeassa lämpötilassa, vaan myös parantaa tehokkaasti pinnoitteen ilmanläpäisevyyttä. Voimansiirtokotelon ja voimansiirtokotelon suuren tilavuuden ja ohuen seinän vuoksi pinnoitteen jäykkyyden, lujuuden ja ilmanläpäisevyyden varmistamiseksi käytetään kolmenlaisia liimoja, valkoista lateksia, α -tärkkelystä ja kostutusvaikutteista RSF -jauhetta. valittu. Sidosaine sekoitetaan ja sitä käytetään tietyssä suhteessa. Erityisesti RSF -jauheen valinta parantaa tehokkaasti pinnoitteen jäykkyyttä, lujuutta ja ilmanläpäisevyyttä.
- (3) Kantajanesteen päätehtävänä on tulenkestävän jauheen levittäminen siihen. Kadonneen vaahtomuovin ympäristönsuojelu-, käyttö-, kuivaus-, kaasuntuotanto- ja kustannusvaatimukset huomioon ottaen vettä on helppo käyttää kantoaineena. Tee pinnoitteesta hyvä suspensio, harjattavuus ja juoksevat ominaisuudet.
- (4) Suspendoivan ainepinnoitteen suspensio vaikuttaa suoraan pinnoitteen kykyyn ja pinnoitteen laatuun sekä vaikuttaa pinnoitteen toimintakykyyn. Tulenkestävän jauheen karkean hiukkaskoon ja pinnoitteen suuren viskositeetin vuoksi pinnoitetta valmistettaessa käytetään litium -bentoniittia ja attapulgiittia suspendoivina aineina. Litium-bentoniitti ja attapulgiitti voivat muodostaa kolmiulotteisen verkkorakenteen vedessä. Näiden kahden yhdistelmä voi parantaa pinnoitteen suspensiota ja parantaa pinnoitteen reologiaa ja prosessisuorituskykyä.
On pääasiassa seuraavia 3 erilaista lisäainetta.
- FoVedenpoistoaine. Sitä käytetään poistamaan kuplia, jotka muodostuvat sekoituksen aikana pinnoitteen valmistusprosessin aikana.
- Pinta -aktiivinen aine. Päätavoite lisätä pieni määrä pinta -aktiivista ainetta pinnoitteeseen on parantaa pinnoitteen tarttuvuutta kuvioon ja helpottaa levitystä.
- Ise Antiseptinen. Maalin varastoinnin ja pitkäaikaisen käytön helpottamiseksi maaliin lisätään tietty määrä säilöntäainetta, joka voi tehokkaasti estää maalin homehtumisen, huononemisen ja viskositeetin heikkenemisen korkeammissa lämpötiloissa.
Pinnoitteen suorituskyvyn tutkimus
1. Pinnoitteen suorituskyvyn testausmenetelmä
- (1) Maalin tiheys mitataan 100 ml: n mittapullon punnitusmenetelmällä maalin tiheyden määrittämiseksi.
- (2) Pinnoitteen suspensiovakauskokeessa käytetään 100 ml: n mitta -astiaa 6 tunnin kerrostumisnopeusmenetelmän määrittämiseksi.
- (3) Maume -pitoisuuden testaamiseen käytetään Baume -mittaria (tuotantopaikalla).
- (4) Pinnoitteen paksuuden testi: Upota valmistettu vaahtomuovinäytekappale 100 mm × 100 mm × 12 mm (mieluiten romutetusta valkoisesta muotista), upota se sekoitettuun maaliin 10 sekunniksi, ota se pois ja laita se 50 ° C: seen sähkö Kun olet kuivannut 3 tuntia kuivauslaatikossa, ota testilohko ulos ja mittaa pinnoitteen paksuus.
- (5) Pinnoitteen korkean lämpötilan ilmanläpäisevyys- ja korkean lämpötilan lujuustestissä hyväksytään Huazhongin tieteen ja tekniikan yliopiston kehittämä monitoiminen suorituskyvyn testauslaite.
2. Kadonneen vaahtopinnoitteen suorituskyky perustuu yllä olevaan päällystyskaavaan
Pinnoitteen valmistusprosessi
Monet testit ovat osoittaneet, että päällysteen suorituskyky ei liity pelkästään päällysteformulaatioon vaan myös pinnoitteen formulointiprosessiin. Samat formulaatiot ja erilaiset valmistusprosessit vaikuttavat suuresti pinnoitteen suorituskykyyn. Hyvän prosessisuorituskyvyn omaavan pinnoitteen saamiseksi valmistusprosessin on varmistettava, että tiksotrooppinen aine, sideaine ja liuotin ovat täysin dispergoituneet ja että ne adsorboituvat voimakkaasti tulenkestävän jauheen kanssa, jotta pinnoitteen komponentit ovat täysin integroituneet. pinnoitteella on hyvä tiksotropia ja pinnoitettavuus.
1. Maalinvalmistuslaitteet
Nopea hajotussekoitin, rulla-tyyppinen hiekkasekoitin.
2. Valmistusmenetelmä
- (1) Märkäjauhepinnoitteen valmistelu: Kaada punnittu tulenkestävä jauhe rullahiekkasekoittimeen, sekoita 5-10 minuuttia ja kaada sitten sideaine, suspendointiaine ja lisäaineet seokseen peräkkäin. 30–40 minuuttia, se jauhetaan ja pussitetaan myöhempää käyttöä varten.
- (2) Lietemaalin valmistus. Punnitaan tietty määrä märkää jauhemaalia jauheen ja veden suhteen 1: 0.6-0.7 mukaan, punnitaan tietty määrä vettä maalin sekoitusäiliöön ja asetetaan maalisäiliö nopean dispersion sekoittimen alle. Kytke nopean dispersion sekoitin päälle ja lisää punnittu märkä jauhemaali. Sekoita suurella nopeudella (800–900 r/min) noin 40 minuuttia ja sitten pienellä nopeudella (< 600 r/min) 2 tunnin ajan. Univärin sekoittamisen jälkeen jätä se 24 tunniksi, se on täysin kypsynyt ja kosteutta voidaan säätää Baume -asteen vaatimusten mukaisesti käytön aikana.
Yhteenveto
- (1) Sopivan määrän kiillejauheen lisääminen tulenkestävään jauheeseen voi parantaa pinnoitteen pinnoite- ja suspensio -ominaisuuksia. Kuviota levitettäessä voidaan saada kerralla paksumpi pinnoite, mikä vähentää kuvion maalauskertojen määrää ja yksinkertaistaa tuotantoprosessia; lisätään sopiva määrä kiillejauhetta saman päällysteen paksuuden saamiseksi, kuvion kokonaispaino päällystyksen jälkeen vähenee, mikä voi tehokkaasti varmistaa kuvion jäykkyyden ja lujuuden; sopivan määrän kiillejauheen lisääminen vähentää boksiittijauhepinnoitusta Sintrauslämpötila, pinnoite on helppo irrottaa valusta kaatamisen jälkeen ja valupinta on sileä ja puhdas.
- (2) Pinnoituskaavassa lisäämällä kostutusaine RSF -jauhetta, pinnoitteen tarttuvuus vaahtomalliin paranee selvästi ja pinnoitteen lujuus paranee, mikä on erittäin tärkeää kuvion jäykkyyden ja lujuuden varmistamiseksi .
- (3) Litium bentoniittia ja attapulgiittia käytetään yhdessä. Hävitetyille vaahtopinnoitteille suunnitellun sekoitusprosessin mukaan on varmistettu, että pinnoitteen suspensio, tiksotropia ja pinnoiteominaisuudet ovat parantuneet merkittävästi. Kerroksen paksuus on tasainen, jolloin vältetään valkoisen muotin altistumisen aiheuttamat hiekan tarttumisviat.
Säilytä tämän artikkelin lähde ja osoite uudelleenpainamista varten: Kadonnut vaahtopinnoite suurille monimutkaisille ohutseinäisille kuoriosille
Minghe Die Casting Company ovat omistautuneet valmistukseen ja tarjoavat laadukkaita ja korkean suorituskyvyn valukomponentteja (metalliset painevalukappaleet sisältävät pääasiassa Ohutseinäinen valukappale,Kuuma kamari die casting,Kylmäkammion die casting), Pyöreä palvelu (painevalupalvelu,CNC-työstö,Muotin valmistus, Pintakäsittely) .Jokainen räätälöity alumiinipainevalu, magnesium- tai Zamak / sinkkipainevalu ja muut valutarvikkeet ovat tervetulleita ottamaan yhteyttä meihin.

Kaikki prosessit suoritetaan ISO9001: n ja TS 16949: n valvonnassa satojen kehittyneiden painevalukoneiden, 5-akselisten koneiden ja muiden laitteiden kautta, aina blastereista Ultra Sonic -pesukoneisiin. kokeneiden insinöörien, käyttäjien ja tarkastajien tiimi asiakkaan suunnittelun toteuttamiseksi.

Painevalujen sopimusvalmistaja. Toiminnot sisältävät kylmäkammion alumiinipainevalukappaleet, joiden paino on 0.15 paunaa. 6 lbs., nopea vaihto ja koneistus. Lisäarvopalveluihin kuuluvat kiillotus, tärinä, purseiden poisto, puhallus, maalaus, pinnoitus, päällystys, kokoonpano ja työkalut. Materiaalit, joiden kanssa on työskennelty, sisältävät seoksia, kuten 360, 380, 383 ja 413.

Sinkkipainevalusuunnitteluapu / samanaikaiset suunnittelupalvelut. Mukautettujen sinkkipainevalujen valmistaja. Pienikokoisia valuja, korkeapainevalukappaleita, moniliukuisia muottivaluja, tavanomaisia muottivaluja, yksikkömuotteja ja itsenäisiä muottivaluja ja ontelosuljettuja valukappaleita voidaan valmistaa. Valukappaleita voidaan valmistaa pituudeltaan ja leveydeltään jopa 24 tuumaa +/- 0.0005 tuuman toleranssilla.

ISO 9001: 2015 -sertifioitu painevaletun magnesiumin valmistaja, ominaisuuksia ovat korkeapaineinen magneettivalumuotoinen valu jopa 200 tonnin kuumakammioon ja 3000 tonnin kylmäkammioon, työkalujen suunnittelu, kiillotus, muovaus, työstö, jauhe- ja nestemaalaus, täydellinen laadunvalvonta CMM-ominaisuuksilla , kokoonpano, pakkaus ja toimitus.

ITAF16949-sertifioitu. Lisävalupalvelu sisältää investointien valu,hiekkavalu,Painovoima valu, Lost vaahto valu,Keskipakovalu,Tyhjö valu,Pysyvä muottien valuKykyihin kuuluvat EDI, tekninen apu, vankka mallinnus ja toissijainen käsittely.

Casting Industries Osatapaustutkimukset: Autot, polkupyörät, lentokoneet, soittimet, vesijetit, optiset laitteet, anturit, mallit, elektroniset laitteet, kotelot, kellot, koneet, moottorit, huonekalut, korut, jigit, tietoliikenne, valaistus, lääkinnälliset laitteet, valokuvauslaitteet, Robotit, veistokset, äänilaitteet, urheiluvälineet, työkalut, lelut ja paljon muuta.
Mitä voimme auttaa sinua tekemään seuraavaksi?
∇ Siirry kotisivulle Die Casting Kiina
→Valuosat- Selvitä, mitä olemme tehneet.
→ Ralated-vinkkejä Die Casting palvelut
By Minghe-painevaluvalmistaja | Luokat: Hyödyllisiä artikkeleita |Materiaali Tunnisteet: Alumiinin valu, Sinkkivalu, Magnesiumvalu, Titaanivalu, Ruostumattoman teräksen valu, Messinkivalu,Pronssivalu,Suoratoista video,Yrityksen historia,Alumiinivalu | Kommentit pois päältä







