
Poran ja nikkelin vaikutus 4Cr5Mo2V painevaluvaluteräksen lämpövahinkokestävyyteen

4Cr5 Mo2V on yleisesti käytetty painevaluteräs. Alumiiniseoksen painevaluprosessissa muotti kärsii sulan alumiinin eroosion ja tarttumisen vuoksi lämpövaurioista, kuten lämpöväsymyksestä ja sulamishäviöstä, mikä johtaa sen kovuuden vähenemiseen ja jopa ennenaikaiseen rikkoutumiseen.
Jotta voitaisiin tutkia, voiko nikkeli tai kuivuus parantaa alumiiniseosvalettujen muottien lämpövaurionkestävyyttä, valmistettiin 4Cr5 Mo2V -teräs ja 4Cr5Mo2V-teräskoepalat, jotka sisälsivät 1% Ni: tä ja 1% Co: ta (massafraktio), ja ne upotettiin sammutus ja karkaisu. Valumuotin kiinteässä suulakkeessa ADC12-alumiiniseos, jonka lämpötila oli 800 ℃, valettiin myöhemmin 200-1,000 kertaa ja testilohkon makro morfologia ja pinnan kovuus tutkittiin.
Tulokset osoittavat, että kun alumiiniseos on valettu 1,000 kertaa, 4Cr5Mo2V-terästestilohko tarttui alumiiniin voimakkaimmin ja tuotti hyvin vähän verkkomaisia halkeamia; Ni: tä sisältävä terästestilohko tarttui hieman alumiiniin ja Co: ta sisältävä terästestikappale tarttui vähiten alumiiniin, mikä osoittaa, että 1% Co 4Cr5Mo2V -teräksen pitoisuus on paras lämpövaurionkestävyys painevalettuja alumiiniseoksia kohtaan. Lisäksi verrattuna paineeseen valualumiiniseosta edeltävään kovuuteen, 1,000-kertaisen painevalun jälkeen 4Cr5Mo2V-teräksen, nikkeli- ja kuivapitoisten 4Cr5Mo2V-teräksenäytteiden pinnan kovuus pieneni 2.8, 1.8 ja 1.4 HRC: llä, eli useita painevalettuja alumiiniseoksia. Nikkelipitoisen ja kuivan 4Cr5Mo2V-teräksen haitallinen vaikutus pinnan kovuuteen on pienempi kuin 4Cr5Mo2V-teräksen, mikä liittyy Co: n ja Ni: n kiinteän liuoksen vahvistavaan vaikutukseen, mikä on hyödyllistä parantaa alumiinin nesteen eroosionkestävyyttä muottiin ja tehdä muotista vähemmän altis lämpövaurioille.
Alumiiniseoksen painevalu on monimutkainen korkean lämpötilan ja korkean paineen prosessi. On monia tekijöitä, jotka vaikuttavat alumiiniseosvalettujen muottien lämpövaurioihin (mukaan lukien lämpöväsymys ja lämpöhäviöt). Niistä kuumasulatusteräksen koostumus on erityisen tärkeä.
Normaalioloissa painevalumuotin halkeaminen ja muovinen muodonmuutos voivat välttyä. Muotin halkeilu johtuu yleensä tahattomasta mekaanisesta ylikuormituksesta tai termisestä ylikuormituksesta, mikä johtaa vakavaan jännityspitoisuuteen. Valettujen muottien varhainen lämpöväsymishalkeilu ja hitsaushäviö (pintalämpövaurio) ovat tärkeimmät vikatilat, ja nämä kaksi vaikuttavat usein toisiinsa. 4Cr5Mo2V -teräs on laajalti käytetty kuumatyöstoteräs, jolla on hyvä kulutuskestävyys ja muovimuodonkestävyys. Pora ja nikkeli ovat yleisesti käytettyjä seosaineita, jotka voivat tehokkaasti lisätä teräksen lujuutta ja kovuutta ja joilla on tietty vaikutus lämpövaurioiden kestävyyteen. Siksi tutkitaan 4Cr5Mo2V -terästä, 4Cr5Mo2V: tä, joka sisältää 1% Ni: tä ja 1% Co: ta (massaosuus, sama alla). Teräksen vastustuskyky sulatetuille alumiinivaurioille on erittäin tärkeä todellisen tuotannon ohjauksessa.
Suurin osa menetelmistä painevaluteräksen lämpövaurioiden tutkimiseksi ennen suuta on kuitenkin lämmityksen ja jäähdytyksen simulointi. Teräsnäyte ei kosketa suoraan sulaa alumiinia, eikä siihen liity sulan alumiinin hankausvaikutusta, kuten suulateräksenäytteen suora induktiokuumennus. -A. Tässä paperissa valmistettiin kolmikomponenttiset muottiteräskoepalat ja upotettiin painevalumuottiin ADC12-alumiiniseoksen painevalutestin suorittamiseksi. Sulan alumiinin vaurioitumiskyky.
1.Testimateriaalit ja -menetelmät
1.1 Testimateriaalit
4Cr5Mo2V -teräksen, 4% Ni: tä sisältävän 5Cr2Mo1V -teräksen (jäljempänä 4Cr5Mo2V + Ni -teräs) ja 4Cr5Mo2V -teräksen, joka sisältää 1% Co: ta (jäljempänä 4Cr5Mo2V + Co -teräs), kemiallinen koostumus on esitetty taulukossa 1. valettu ADC12: lla Alumiiniseoksen kemiallinen koostumus on esitetty taulukossa 2.
| Taulukko 1 Tutkittujen painevaluterästen kemialliset koostumukset (massaosuus) % | |||||||
| Materiaali | C | Cr | Mo | V | Co | Ni | Si |
| 4Cr5Mo2V teräs | 0.39 | 4.65 | 2. 21 | 0.46 | - | - | 0. 23 |
| 4Cr5Mo2V+Ni -teräs | 0.38 | 4.72 | 2.34 | 0. 51 | - | 1.02 | 0. 21 |
| 4Cr5Mo2V+Co teräs | 0.41 | 4.67 | 2.40 | 0.48 | 1.03 | - | 0. 24 |
| Taulukko 2 ADC12 -alumiiniseoksen kemiallinen koostumus % | |||||||||
| Elementti | Cu | Mg | Mn | Fe | Si | Zn | Ti | Pb | Sn |
| Laatupisteet | 1.74 | 0.22 | 0.16 | 0.76 | 10.70 | 0.87 | 0.064 | 0.035 | 0. 010 |
1.2 Testimenetelmä
Hehkutettu 4Cr5Mo2V -teräs, 4Cr5Mo2V + Ni -teräs ja 4Cr5Mo2V + Co -teräs jalostettiin testilohkoiksi kuvan 1 mukaisesti. Tyhjiökammion jälkeen ne karkaistiin kahdesti, kovuus noin 47 HRC, ja jauhettiin hienoksi oksidikalvon poistamiseksi.
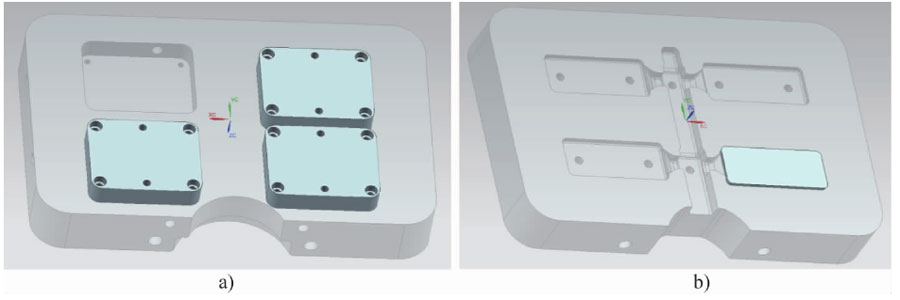
Testilohkon ryhmänumero on upotettu kiinteän muotin uraan, ja painevaletun alumiiniseoksen ontelo asetetaan liikkuvaan muottiin, kuten kuvassa 2. 500 tonnin vaakasuora kylmäkammion painevalukone ja itse suunniteltu muotti käytettiin ADC12-alumiiniseoslevyn painevalutestissä, ja alumiiniseos käytettiin uudelleen. Sulan alumiinin lämpötila on korkeampi, 800 ° C, testin nopeuttamiseksi (yleensä ADC12 -alumiiniseoksen painevalu on (650 120) ° C). Koska sulan alumiinin lämpötila on 800 ℃, joka ei saavuta metallien välisen Fe-A1-sulamispistettä, syntynyt yhdiste esiintyy sulassa alumiinissa epäpuhtauksina pudottuaan. Sulan alumiinin toistuva käyttö lisää myös epäpuhtauksia ja vahvistaa alumiinia. Nesteen hankausvaikutus nopeuttaa testiä.
Valetutestin jälkeen stereomikroskooppia käytettiin tarkkailemaan alumiinipitoisuusilmiötä testilohkon pinnalla; ultra-syväterävyysmikroskooppia käytettiin tarkkailemaan edelleen alumiinin tarttuvuusastetta ja oliko halkeamia testilohkon pinnalla.
2.Testitulokset ja analyysi
2. 1 Testilohkon pinnan morfologia
2.1.1 Alumiinipinta
Kuvio 3 esittää kolmen teräskoekappaleen pinnan morfologiaa ilman painevalua ja 600,1000 3 kertaisen painevalun jälkeen. Kuvasta 600 (b, e, h) voidaan nähdä, että 4 painevalun jälkeen 5Cr2MoXNUMXV-terästestilohko on vakavimmin kiinni alumiinissa.
4Cr5Mo2V + Co -terästestilohko tarttuu vähiten alumiiniin. Kuvio 3 (c, f, i) osoittaa, että alumiinipitoisuus kolmen testilohkon pinnalla lisääntyi 1,000-kertaisen painevalun jälkeen. 4Cr5Mo2V -teräskoekappaleen pinnalla on ilmeinen alumiinipitoisuus, kun taas kahdella muulla testiloholla on lievä alumiinipidos. 4Cr5Mo2V + Co -terästesti Alumiinipallo on vähiten ja yhtenäinen, mikä osoittaa, että timantteja sisältävä 4Cr5Mo2V-teräs kestää parhaiten nestemäisiä alumiinivaurioita, kun taas 4Cr5Mo2V-teräs on huonoin. Pora- ja nikkelielementtien lisääminen on hyödyllistä valetun teräksen 9-10 korkean lämpötilan kovuuden stabiloimiseksi, eikä pintaa ole helppo "pehmentää" toistuvan kosketuksen aikana sulan alumiinin kanssa, joten nestemäisen alumiinin eroosionkestävyys on parempi ja alumiinin tarttuvuus on lievä. Painevalutestin aikana sulatettu alumiini tulee onteloon kosketuksiin testilohkon kanssa, ja testilohkon epätasainen rakenne, työstövirhealue ja muut paikalliset alueet tarttuvat hieman alumiiniin. Alumiini liimatulla alueella reagoi teräksen kanssa muodostaen Fe.} Al hauras välituote, joka rikkoutuu ja kuorii korkeapaineisen alumiininesteen hankauksen seurauksena, jolloin muotin pinnalle muodostuu kuoppia jne. vakava alumiinisidos alumiininesteen hankauksen alla.
2.1.2 Pintahalkeamia
Kuva 4 esittää 4Cr5Mo2V-teräksen, 4Cr5Mo2V + Ni -teräksen ja 4Cr5Mo2V + Co -teräsnäytteiden supersyvyyskenttämorfologian 1,000 kertaisen painevalun jälkeen. Kuvasta 4 (a) voidaan nähdä, että 4 Cry Mot V -terästestilohkon pinnalla on pieni määrä mikrohalkeamia, jotka ovat jakautuneet lähes verkkomuotoon. Liimattu alumiini ja sula alumiini reagoivat teräksen kanssa muodostaen Fe.} Al -yhdisteitä. Fe.} Al: n lämpölaajenemiskerroin on erilainen kuin matriisin, mistä seuraa hyvin pieni määrä mikrohalkeamia tarttuneessa alumiinissa ja Fe.} Al: ssa ja yhdisteissä. Sulan alumiinin hankausvaikutus aiheuttaa mikrohalkeamien etenemisen, ja sula alumiini tunkeutuu halkeamaan ja reagoi edelleen matriisin kanssa muodostaen Fe2Al -yhdisteitä. Seuraavassa toistuvassa painevaluprosessissa Fe.} Al-yhdisteet irtoavat testilohkon pinnalta ja muodostavat kuoppia. Peittauksen ja ultraäänipuhdistuksen jälkeen testilohkon pinta näytti samanlaiselta kuin verkkomaiset alumiininesteen hankausominaisuudet. Kuva 4 (b, c) osoittaa, että teräksessä 4Cr5Mo2V + Co ja 4Cr5Mo2V + Ni ei ole halkeamia, mikä osoittaa, että 1%: n poran tai molybdeenin lisääminen voi paitsi vähentää alumiinin pinnan tarttumista, myös vähentää muotin halkeilutaipumus ja parantaa alumiinin kestävyyttä Nestevaurioiden suorituskyky. Nikkeliä ja timantteja sisältävien ei-karbidia muodostavien elementtien lisääminen voi parantaa muotin korkean lämpötilan kovuutta, ja timantti voi myös edistää molybdeenikarbidin leviämistä ja saostumista karkaisuprosessin aikana ja parantaa saostumisen kovettumista 'z-} 3. Ling Qianin et ai. on osoittanut, että austeniittia stabiloivien elementtien lisääminen painevaluteräkseen voi vähentää jännityspitoisuutta. Sekä pora että nikkeli ovat austeniittivyöhykettä laajentavia elementtejä, joten 4Cr5Mo2V + Ni -teräs ja 4Cr5Mo2V + Co -teräsvalu -muottipinnat eivät ole alttiita halkeamille.
Sula alumiini varsinaisessa painevaluprosessissa on erittäin vahva muottia vasten. Fe-A1-vaihekaavion mukaan teräksen ja sulan alumiinin reaktiossa muodostuvat metallien väliset Fe-Al-yhdisteet ovat pääasiassa FeAlz, Fez A15, FeA13 jne., Jotka ovat hauraita. irtoa matriisista ja mene sulaan alumiiniin sulan alumiinin hankauksen alle jättäen kuoppia muotin pinnalle. Alumiiniseoksen osan ja muottikuopien yhdistelmä on suhteellisen vahva eikä putoa ja muodostaa edelleen Fe A1 -yhdisteitä. Alumiini, Fe.} Al ja siihen tarttuneet yhdisteet ovat alttiita mikrohalkeamille jäähdytyksen aikana. Valetussa levyssä on vähemmän nestemäistä alumiinia, joten se kiinteytyy nopeammin ja muotin ja nestemäisen alumiinin välinen reaktio on hitaampaa. Siksi testilohkon pinnassa on vähemmän kuoppia Fe: n ja Al: n reaktion vuoksi, ja alumiininesteen eroosio tuottaa enemmän tahmeaa alumiinia.
2. 2 Pinnan kovuus
Taulukko 3 on kolmen suulateräksisen testilohkon pinnan kovuuden keskiarvo eri painekausien jälkeen. Taulukon 3 tiedot osoittavat, että kolmen tyyppisten testilohkojen pinnan kovuus heikkenee hieman. Kun valumuotteja lisätään, se vastaa testilohkon toistuvaa karkaisua, joten kovuus pienenee. 1,000 kertaisen painevalun jälkeen 4Cr5Mo2V + Co -terästestilohkon kovuus pienenee pienimmin, joka on 1.4 HRC; 4Cr5Mo2V -terästestilohkon lasku on ilmeisin.
Ilmeisesti se on laskenut 2 HRC; 8Cr4Mo5V + Ni -terästestilohkon pinnan kovuus on laskenut 2 HRC. Vakaa muotin kovuus vähentää alumiinin tarttumista, toisin sanoen on edullista vastustaa painevalettuja lämpövaurioita.
| Taulukko 3 Testilohkojen pinnan kovuus painevalun jälkeen eri aikoina % | ||||||
| Materiaali | Ei Die Castia | 200 Times | 400 Times | 600 Times | 800 Times | 1000 Times |
| 4Cr5Mo2V teräs | 48.6 | 48.4 | 48.1 | 47.2 | 46.9 | 45.8 |
| 4Cr5Mo2V+Ni -teräs | 47.5 | 47.4 | 47.2 | 46.8 | 46.9 | 46.1 |
| 4Cr5Mo2V+Co teräs | 47.7 | 47.5 | 47.1 | 46.5 | 46.2 | 45.9 |
Suulateräksen pitkän karkaisun jälkeen martensiitti hajoaa ja toissijaiset karbidit muuttuvat karkeammiksi, mikä johtaa pinnan kovuuden laskuun. Sekä pora että nikkeli ovat kovametallia muodostamattomia elementtejä, jotka voivat korvata Fe-atomit, jotta teräksen kiinteä liuos vahvistaisi arvoa 5–8, niin että muotilla on korkeampi korkean lämpötilan lujuus ja se säilyttää korkeamman kovuuden toistuvan nopean lämmityksen ja jäähdytyksen jälkeen. Kiina Die Casting Association on tutkinut elementtien jakautumista sammutetussa ja karkaistussa Cr-Mo-V-Ni-teräksessä ja havainnut, että karkaisuprosessin aikana Ni-elementit rikastuvat karbidien ympärillä, mikä estää hiiliatomeja ympärillä olevassa ferriitissä karbidit Karbidien jatkuva diffuusio lisää karbidin karkaisun aktivointienergiaa, estää karbidien kasvua ja vähentää siten nikkeliä sisältävän 4Cr5Mo2V-teräksen kovuuden heikkenemistä ja parantaa sen vastustuskykyä sulatetuille alumiinivaurioille.
Kiinan painevaluyhdistys on tutkinut muottiteräksen lämpöstabiilisuutta ja mikrorakenteen muutoksia 1% Ni: llä ja ilman Ni: tä ja havainnut, että termisen vakauden testin myöhemmässä vaiheessa nikkeli hidastaa muottiteräksen kovuutta, jolloin teräs parempi lämpövakaa sukupuoli. Poraus on elementti, joka laajentaa austeniittifaasivyöhykettä. Poran lisääminen 4Cr5Mo2V -teräkseen voi edistää karbidien liukenemista austeniittiprosessin aikana, lisätä austeniitin hiilipitoisuutta ja lisätä austeniitin vakautta, mikä lisää austeniittia. Tensiitin määrä ja martensiitin kovuus sekä pora voivat myös edistää molybdeenikarbidin leviämistä ja saostumista karkaisuprosessin aikana ja tehostaa saostumisen kovettumista z'-1.
Nikkelin ja poran vahvistava vaikutus matriisiin tekee suulateräksen testilohkon pinnan kovuuden edelleen korkeammaksi sulan alumiinin toistuvan pesun jälkeen, joten se kestää paremmin eroosiota, mikä on hyödyllistä testilohkon kestävyyden parantamiseksi sulan alumiinin vaurioille. Testilohkon pinnan kovuus ja alumiinin tarttumisaste osoittavat myös (ks. Kuva 3, taulukko 3): Poratussa 4Cr5 Mo2V -teräskoe-lohkossa on vähiten pintakuoppia ja alumiinipitoisuus 1,000 valetun valon jälkeen, ts. kestävyys alumiininesteen vaurioille on paras. Siksi 1% Co: n lisäämisen teräkseen vahvistava vaikutus on suurempi kuin 1% Ni: n lisääminen, jotka molemmat parantavat suuttoteräksen alumiinivaurioita.
3.Conclusion
- Kun alumiiniseos on valettu 1 kertaa, 000Cr4 Mo5V -teräsnäyte poralla tarttuu vähiten alumiinia ja 2Cr4Mo5V-teräksenäyte eniten alumiinia, eli 2Cr4 Mo5V -teräksellä, jossa on pora, on paras lämpövaurionkestävyys.
- Alumiiniseoksen painevalun jälkeen 1,000 kertaa 4Cr5Mo2V-teräksen, 4Cr5Mo2V + Ni-teräksen ja 4Cr5Mo2V + Co-teräksen pinnan kovuus pieneni 2.8, 1.8 ja 1.4 HRC: llä, eli nikkelin tai poran lisääminen voi parantaa merkittävästi lämpövaurionkestävyyttä 4Cr5Mo2V-painevaluterästä.
Säilytä tämän artikkelin lähde ja osoite uudelleenpainamista varten: Poran ja nikkelin vaikutus 4Cr5Mo2V painevaluvaluteräksen lämpövahinkokestävyyteen
Minghe Die Casting Company ovat omistautuneet valmistukseen ja tarjoavat laadukkaita ja korkean suorituskyvyn valukomponentteja (metalliset painevalukappaleet sisältävät pääasiassa Ohutseinäinen valukappale,Kuuma kamari die casting,Kylmäkammion die casting), Pyöreä palvelu (painevalupalvelu,CNC-työstö,Muotin valmistus, Pintakäsittely) .Jokainen räätälöity alumiinipainevalu, magnesium- tai Zamak / sinkkipainevalu ja muut valutarvikkeet ovat tervetulleita ottamaan yhteyttä meihin.

Kaikki prosessit suoritetaan ISO9001: n ja TS 16949: n valvonnassa satojen kehittyneiden painevalukoneiden, 5-akselisten koneiden ja muiden laitteiden kautta, aina blastereista Ultra Sonic -pesukoneisiin. kokeneiden insinöörien, käyttäjien ja tarkastajien tiimi asiakkaan suunnittelun toteuttamiseksi.

Painevalujen sopimusvalmistaja. Toiminnot sisältävät kylmäkammion alumiinipainevalukappaleet, joiden paino on 0.15 paunaa. 6 lbs., nopea vaihto ja koneistus. Lisäarvopalveluihin kuuluvat kiillotus, tärinä, purseiden poisto, puhallus, maalaus, pinnoitus, päällystys, kokoonpano ja työkalut. Materiaalit, joiden kanssa on työskennelty, sisältävät seoksia, kuten 360, 380, 383 ja 413.

Sinkkipainevalusuunnitteluapu / samanaikaiset suunnittelupalvelut. Mukautettujen sinkkipainevalujen valmistaja. Pienikokoisia valuja, korkeapainevalukappaleita, moniliukuisia muottivaluja, tavanomaisia muottivaluja, yksikkömuotteja ja itsenäisiä muottivaluja ja ontelosuljettuja valukappaleita voidaan valmistaa. Valukappaleita voidaan valmistaa pituudeltaan ja leveydeltään jopa 24 tuumaa +/- 0.0005 tuuman toleranssilla.

ISO 9001: 2015 -sertifioitu painevaletun magnesiumin valmistaja, ominaisuuksia ovat korkeapaineinen magneettivalumuotoinen valu jopa 200 tonnin kuumakammioon ja 3000 tonnin kylmäkammioon, työkalujen suunnittelu, kiillotus, muovaus, työstö, jauhe- ja nestemaalaus, täydellinen laadunvalvonta CMM-ominaisuuksilla , kokoonpano, pakkaus ja toimitus.

ITAF16949-sertifioitu. Lisävalupalvelu sisältää investointien valu,hiekkavalu,Painovoima valu, Lost vaahto valu,Keskipakovalu,Tyhjö valu,Pysyvä muottien valuKykyihin kuuluvat EDI, tekninen apu, vankka mallinnus ja toissijainen käsittely.

Casting Industries Osatapaustutkimukset: Autot, polkupyörät, lentokoneet, soittimet, vesijetit, optiset laitteet, anturit, mallit, elektroniset laitteet, kotelot, kellot, koneet, moottorit, huonekalut, korut, jigit, tietoliikenne, valaistus, lääkinnälliset laitteet, valokuvauslaitteet, Robotit, veistokset, äänilaitteet, urheiluvälineet, työkalut, lelut ja paljon muuta.
Mitä voimme auttaa sinua tekemään seuraavaksi?
∇ Siirry kotisivulle Die Casting Kiina
→Valuosat- Selvitä, mitä olemme tehneet.
→ Ralated-vinkkejä Die Casting palvelut
By Minghe-painevaluvalmistaja | Luokat: Hyödyllisiä artikkeleita |Materiaali Tunnisteet: Alumiinin valu, Sinkkivalu, Magnesiumvalu, Titaanivalu, Ruostumattoman teräksen valu, Messinkivalu,Pronssivalu,Suoratoista video,Yrityksen historia,Alumiinivalu | Kommentit pois päältä







