
Kolmen leikkaavan elementin vaikutus koneistustehokkuuteen
Kaikki tietävät, että koneistuksen tehokkuutta parannettaessa leikkauksen kolmen elementin (leikkausnopeus, leikkaussyvyys ja syöttönopeus) lisääminen on yksinkertaisin ja suorin tapa. Työkalun leikkaamisen kolmen elementin parantamista rajoittavat kuitenkin yleensä olemassa olevat työstökoneen suunnitteluolosuhteet. Joten halvin tapa on valita hyvä työkalumateriaali.
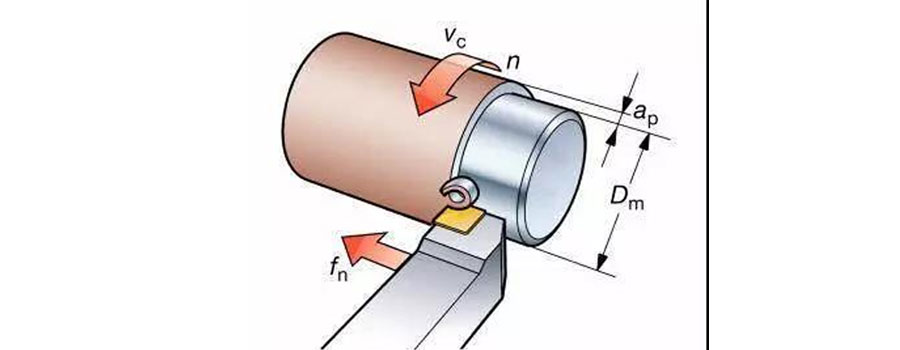
Leikkauksen kolmen elementin määrityssääntö
Määritä veitsen syvyys, syöttömäärä ja lineaarinen leikkausnopeus.
Leikkaussyvyys: määritetään yleensä työstörajan mukaan;
Syöttönopeus: Karkea työstön syöttönopeus määräytyy työstökoneen tehon mukaan ja viimeistelyn syöttönopeus määräytyy pinnan karheuden mukaan;
Leikkuunopeus: Määritetään työkalun materiaalin ja työstökoneen karanopeuden mukaan.
Parannuksen näkökulmasta cnc-koneistus hyötysuhde, leikkaussyvyyden lisääminen on todennäköisesti harkitsemisen arvoinen menetelmä. Yksi tärkeistä syistä on se, että kokeet ovat osoittaneet, että kun leikkaussyvyys on yhtä suuri kuin 10-kertainen syöttö, leikkaussyvyyden kasvulla on minimaalinen vaikutus työkalun kestävyyteen. Jos leikkausnopeutta lisätään, leikkausnopeuden muuttaminen saa työkalun kestävyyden muuttumaan lähes kaksinkertaisella nopeudella; jos syöttöä vaihdetaan, työkalun kestävyyttä voidaan myös muuttaa suunnilleen samalla tavalla. Siksi, kun ns. "Nettokokoa" ei voida saavuttaa massatuotantomoodimme aihioille, leikkaussyvyyden lisääminen on valinta, jolla voidaan saavuttaa korkea hyötysuhde tuotantosykli aiheuttamatta merkittävää työkalukustannusten kasvua.
Työkalun valinta
Kovametallityökalut ovat valtavirran työkaluja nykyisillä työkalumarkkinoilla. Kaikki ovat perehtyneet tähän työkaluun. Voit säätää kovametallityökalujen kolme leikkauselementtiä työstöpaikan todellisten olosuhteiden mukaan maksimoidaksesi työkalun käyttöiän ja käsittelytehokkuuden. Kuutiometri booripohjaisten työkalujen kehitys ei kuitenkaan ole ollut kauan, ja monet ihmiset eivät ole koskaan koskettaneet tällaisia työkaluja. Kovien materiaalien ja vaikeasti työstettävien materiaalien ilmaantuessa kuutioiset boorinitridityökalut ovat kuitenkin vähitellen ilmestyneet kaikkien näkökenttään. Mutta monet ihmiset ajattelevat usein, että kuutiomaiset boorinitridityökalut rajoittuvat nopeaan leikkaamiseen ja viimeistelyyn.
Itse asiassa superkovien materiaalityökaluteollisuuden jatkuvan tuotekehityksen ja innovaatioiden myötä kuutiomaisia boorinitridityökaluja on käytetty laajalti karkeissa työstöprosesseissa ja ajoittaisissa leikkausolosuhteissa. Kuutiomaisen boorinitridityökalujen valinta on sama kuin sementoitujen karbidityökalujen. Eri työkappalemateriaalien mukaan valitaan erilaisia työkalulaatuja ja työkalurakenteita.
Viimeistelyprosessissa käytetään yleensä komposiittihitsauskuutiometriä boorinitriditerää. Siinä on vain kuutioisen boorinitridimateriaalin leikkaava osa, ja matriisi on sementoitu karbidimatriisi. Veitsen syvyyttä ohjataan 0.5 mm: n sisällä, joten sitä voidaan käyttää vain viimeistelyprosesseissa, jos niillä on suuret marginaalit ja epäsäännölliset pinnat, valitse kiinteä kuutioinen boorinitriditerä. Koko runko on valmistettu kuutiosta boorinitridistä. Leikkaussyvyys on 1-10 mm ja työkalun käyttöikä on yleensä 3 tuntia / leikkuureuna.
Kuutiomaisen boorinitridityökalujen tutkimuksen etenemisen ja todellisten käsittelytarpeiden myötä alkuperäinen nopea viimeistely on kehittynyt ajoittaiseksi, karkeaksi ja puolivalmiseksi, ja sitä voidaan käyttää myös tavallisissa työstökoneissa; myös käyttökustannukset ovat edullisemmat.
Kirjallisuutta
Kuutiomaisen boorinitridityökalujen ja kovametallityökalujen työstöalueet ovat päällekkäisiä. Esimerkiksi harmaa valurauta, kovametallityökalut ja kuutiometriä boorinitridityökalut voidaan kaikki käsitellä. Voit valita taloudellisemman ja kustannustehokkaamman kovametallityökalumateriaalin yrityksen tarpeiden mukaan. Omien suorituskykyrajoitteidensa ansiosta työkalun suurin lineaarinen nopeus voi nousta 350 m / min, kun taas kuutioinen boorinitridityökalu voi saavuttaa 1500 m / min. Samaan aikaan kuutiomaisen boorinitridityökalun kestävyys on 30-50 kertaa tavallisten kovametallityökalujen kestävyys. 5-15 kertaa kerrostetun kovametallityökalun käyttöikä.

Yritykset eivät kuitenkaan sokeasti valitse kuutiometriä boorinitridityökaluja harmaavaluraudan käsittelyyn. Loppujen lopuksi kuutiometriboorinitridityökalujen hinta on korkeampi kuin sementoitujen karbidityökalujen. Siksi on suositeltavaa valita massatuotanto ja korkeat käsittelytehovaatimukset. Kuutiomaisilla boorinitridileikkureilla, jos käsittelytehokkuus ei ole korkea ja työpaikkoja on vähän, on taloudellisempaa ja kustannustehokkaampaa valita kovametallileikkurit.
Säilytä tämän artikkelin lähde ja osoite uudelleenpainamista varten:Kolmen leikkaavan elementin vaikutus koneistustehokkuuteen
Minghe Die Casting Company ovat omistautuneet valmistukseen ja tarjoavat laadukkaita ja korkean suorituskyvyn valukomponentteja (metalliset painevalukappaleet sisältävät pääasiassa Ohutseinäinen valukappale,Kuuma kamari die casting,Kylmäkammion die casting), Pyöreä palvelu (painevalupalvelu,CNC-työstö,Muotin valmistus, Pintakäsittely) .Jokainen räätälöity alumiinipainevalu, magnesium- tai Zamak / sinkkipainevalu ja muut valutarvikkeet ovat tervetulleita ottamaan yhteyttä meihin.

Kaikki prosessit suoritetaan ISO9001: n ja TS 16949: n valvonnassa satojen kehittyneiden painevalukoneiden, 5-akselisten koneiden ja muiden laitteiden kautta, aina blastereista Ultra Sonic -pesukoneisiin. kokeneiden insinöörien, käyttäjien ja tarkastajien tiimi asiakkaan suunnittelun toteuttamiseksi.

Painevalujen sopimusvalmistaja. Toiminnot sisältävät kylmäkammion alumiinipainevalukappaleet, joiden paino on 0.15 paunaa. 6 lbs., nopea vaihto ja koneistus. Lisäarvopalveluihin kuuluvat kiillotus, tärinä, purseiden poisto, puhallus, maalaus, pinnoitus, päällystys, kokoonpano ja työkalut. Materiaalit, joiden kanssa on työskennelty, sisältävät seoksia, kuten 360, 380, 383 ja 413.

Sinkkipainevalusuunnitteluapu / samanaikaiset suunnittelupalvelut. Mukautettujen sinkkipainevalujen valmistaja. Pienikokoisia valuja, korkeapainevalukappaleita, moniliukuisia muottivaluja, tavanomaisia muottivaluja, yksikkömuotteja ja itsenäisiä muottivaluja ja ontelosuljettuja valukappaleita voidaan valmistaa. Valukappaleita voidaan valmistaa pituudeltaan ja leveydeltään jopa 24 tuumaa +/- 0.0005 tuuman toleranssilla.

ISO 9001: 2015 -sertifioitu painevaletun magnesiumin valmistaja, ominaisuuksia ovat korkeapaineinen magneettivalumuotoinen valu jopa 200 tonnin kuumakammioon ja 3000 tonnin kylmäkammioon, työkalujen suunnittelu, kiillotus, muovaus, työstö, jauhe- ja nestemaalaus, täydellinen laadunvalvonta CMM-ominaisuuksilla , kokoonpano, pakkaus ja toimitus.

ITAF16949-sertifioitu. Lisävalupalvelu sisältää investointien valu,hiekkavalu,Painovoima valu, Lost vaahto valu,Keskipakovalu,Tyhjö valu,Pysyvä muottien valuKykyihin kuuluvat EDI, tekninen apu, vankka mallinnus ja toissijainen käsittely.

Casting Industries Osatapaustutkimukset: Autot, polkupyörät, lentokoneet, soittimet, vesijetit, optiset laitteet, anturit, mallit, elektroniset laitteet, kotelot, kellot, koneet, moottorit, huonekalut, korut, jigit, tietoliikenne, valaistus, lääkinnälliset laitteet, valokuvauslaitteet, Robotit, veistokset, äänilaitteet, urheiluvälineet, työkalut, lelut ja paljon muuta.
Mitä voimme auttaa sinua tekemään seuraavaksi?
∇ Siirry kotisivulle Die Casting Kiina
→Valuosat- Selvitä, mitä olemme tehneet.
→ Ralated-vinkkejä Die Casting palvelut
By Minghe-painevaluvalmistaja | Luokat: Hyödyllisiä artikkeleita |Materiaali Tunnisteet: Alumiinin valu, Sinkkivalu, Magnesiumvalu, Titaanivalu, Ruostumattoman teräksen valu, Messinkivalu,Pronssivalu,Suoratoista video,Yrityksen historia,Alumiinivalu | Kommentit pois päältä







