
Autojen alumiinirungon rakenneosien mikrorakenne ja mekaaniset ominaisuudet

Valukappaleiden rakenne ja kehitystekniikan keskeiset kohdat
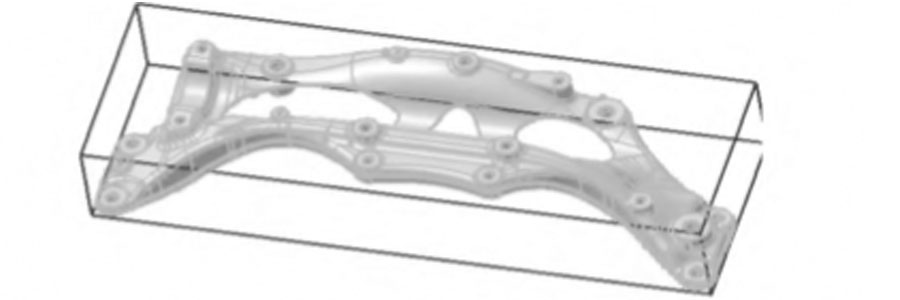
Kuvassa 1 on esitetty auton runkorakenne. Sen ääriviivakoko on 677.79 mm × 115.40 mm × 232.42 mm, massa 2.6 kg, keskimääräinen seinämän paksuus 3.5 mm ja tilavuus noin 9.88 × 105 mm^3. Valun ennakoitu pinta-ala on 86300 mm^2 ja materiaali on Al-8Si-Mn-Mg-seosta. Valussa on useita paksuseinäisiä kuumaliitoksia, joista on helppo muodostaa kutistusaukkoja. Valujen ulkonäkölaatuvaatimukset: ei ilmeisiä painevaluvirtausmerkkejä, ei ilmeisiä kilpikonnan halkeamia eikä kuplia pinnalla; valukappaleiden sisäiset laatuvaatimukset: valukappaleiden yleiset reiät ovat alle 1 mm, kohoumat ja paksut lihaosat vaativat reikiä 2 mm Seuraavat; vaatimukset valun sisäpuolelle: ilmamäärän 100 grammaa alumiinia kohden valun täyttöpäässä tulee olla alle 15 ml ja sisäportin nimetyn osan alle 10 ml; valun mekaaniset ominaisuudet (T5 -käsittelyn jälkeen): vetolujuus 220MPa, saanto Lujuus on 150MPa, venymä on ≥5%, iskulujuus on ≥6.0J/cm2, kierteen vetolujuuskoe on M10≥60kN, M12≥85kN, kovuus (HRB) on 30; vaatimukset valukappaleiden väsymystestille: kestää normaaleissa olosuhteissa 6.1 ~ -4.8 kN: n voimaa määrätyssä kohdassa, taajuus on 2 Hz eikä vaurioita sallita 20,000 jakson jälkeen. Testiolosuhteissa jaksojen määrä on 40,000 kertaa. Edellä esitettyjen vaatimusten mukaan tämän valun valmistus on suhteellisen vaikeaa.
Valunkehitysprosessissa kehityssyklin lyhentämiseksi analyysiin käytetään numeerista simulointiohjelmistoa, ja todellisten tuotantoparametrien perusteella otetaan käyttöön neljä erilaista valumenetelmää (ks. Kuva 2). Suunnitelma 1 ja suunnitelma 2 omaavat kammamaisen kaatomenetelmän, suunnitelma 3 ja suunnitelma 4 omaavat tuulettimen muotoisen kaatomenetelmän; Suunnitelmaan 2 verrattuna suunnitelma 1 käyttää keskittyneempää ruokintamenetelmää ja suunnitelma 2 hajautetumpaa ruokintamenetelmää. ; Vaihtoehtoon 4 verrattuna vaihtoehdossa 3 on lyhyempi pääkanava ja vaihtoehdossa 4 on pidempi pääkanava. Simuloi ja analysoi yllä olevia kaavoja Magma -ohjelmiston avulla. Tulokset osoittavat, että: Vaihtoehto 1 juoksija on liian suora, energiahäviö on suuri ja sisäportin kaataminen ei ole synkronoitua, mikä on sotkuista; Vaihtoehto 2 on täytetty kaasulla juoksuputkien molemmilla puolilla, ja jähmettymisanalyysivalussa on kutistusaukot kierrereikien molemmilla puolilla; 3 Juoksija on liian lyhyt, mikä ei edistä korkean tyhjiön painevaluprosessin käyttöä; Kaavio 4 Valun keskiosan osan lämpötila on korkeampi ja muotin eroosio on todennäköisempää. Kun otetaan huomioon täyttönesteen tila, jähmettymisen kutistuminen, lämpötila jne., Vaihtoehto 4 on parempi.

Painevaluprosessin parametrien optimointitesti
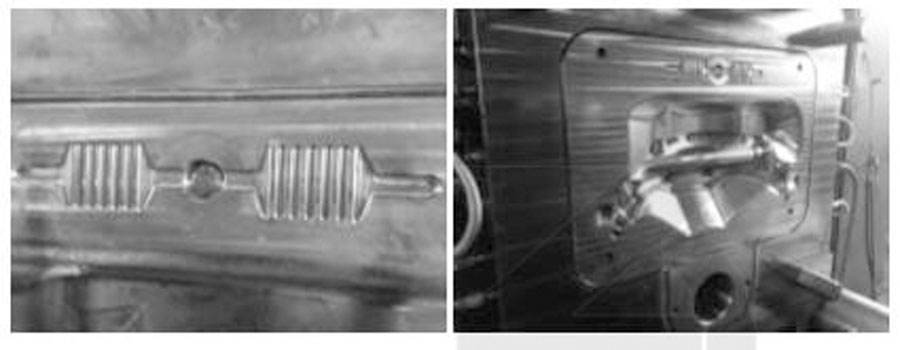
Se valmistetaan Idran 16000 kN: n vaakasuoran kylmäkammion painevalukoneella, joka on varustettu reaaliaikaisella ruiskutusohjausjärjestelmällä. Tyhjiöventtiili on hydraulinen korkean alipaineen sulkuventtiili, jolla on riippumattomat immateriaalioikeudet (ks. Kuva 3), ja se on varustettu korkean alipaineen ohjausjärjestelmällä ontelon ja painekammion kaksisuuntaisen imuroinnin aikaansaamiseksi; muotin pinta on tiivistetty silikoninauhalla, jonka halkaisija on 10 mm ((katso kuva 4); muotti jäähdytetään öljyisellä väliaineella ja se on varustettu termoparilla muotin lämpötilan säätämiseksi tarkasti; ytimen tappi jäähdytetään korkeapaineisella vedellä jäähdytys; ruiskutus ruiskutetaan automaattisesti ABB -robotin toimesta.
Optimaalisen yhdistelmän saamiseksi painevalukoneen asetusparametrien ja korkean alipaineen iskun suhteen testattiin 7 parametriyhdistelmäsarjaa olosuhteissa, joissa alumiiniseoksen lämpötila asetettiin 690 ℃ ja muotin lämpötila 200 ℃.
Valulle suoritettiin värin tunkeutumistesti, ja tulokset osoittivat, että valupinnalla ei ollut vikoja, kuten huono muodostuminen, kylmäerotus, halkeamia ja rakkuloita.
Valujen sisäinen laatu tarkastettiin röntgensäteillä. Tulokset osoittivat, että levyn asennossa ei havaittu ilman kutistumisreikiä, eikä valu-, kutistusaukkoja tai kutistumishuokoisuuksia löytynyt valukappaleen ja paksujen seinäasentojen kohdalta (ks. Kuva 6).
Edellä olevan analyysin perusteella voidaan nähdä, että hidas ruiskutusnopeus on 0.3 m/s, tyhjiöasento 480 mm, painevalun nopeus 4.0-4.5 m/s, valupaine noin 76 MPa ja nopea ruiskutus etäisyys on 620 mm on paras parametrien yhdistelmä.
Mekaanisen suorituskyvyn testi ja analyysi
3.1 Tyhjiön vaikutus painevalujen rakenteeseen ja mekaanisiin ominaisuuksiin
Voidaan nähdä, että suurimukan (tyhjiöaste 97 kPa) painevalu on tiheämpi, mikä tarkoittaa, että painevalun sisäinen kaasupitoisuus on pienempi. Verrattuna tavallisiin tyhjiö (65 kPa tyhjiö) painevaluihin korkean tyhjiön painevalujen vetolujuus, myötölujuus, venymä ja kovuus lisääntyvät vastaavasti 21%, 29%, 18%ja 10%, mikä osoittaa, että suurivakuumivalut Sillä on parempi edistävä vaikutus rakenneosien mekaanisten ominaisuuksien parantamiseen.
Olipa kyseessä suurpainevalu tai tavallinen tyhjövalu, seoksen mikrorakenne suurimukan painevalu- ja tavallisen tyhjövalupaineen aikana. Al-8Si-Mn-Mg alumiiniseosrakenne koostuu suhteellisen karkeasta α 1-Al ja hienosta pyöreästä α 2-Alista sekä hienosta dendriittisestä eutektisesta materiaalista riippumatta siitä, onko kyseessä alipainevalu vai tavallinen tyhjövalu Si jne. Koostumus. Vaikka seoksen Fe-pitoisuus on alhainen, voidaan silti havaita pieni määrä rakeisia Fe-rikkaita faaseja. Koska painevalu on korkeassa lämpötilassa ja korkeassa paineessa, sula metalli täyttää ontelon hyvin lyhyessä ajassa ja kiinteytyy muodostaen. Tämä suuri jäähdytysnopeus voi saada nestemäisen metallin saamaan suuren alijäähdytyksen, mikä lisää ytimien muodostumista. Ytymisnopeus paranee, eutektinen Si on puhdistettu ja neulamaisen AlSiFe-faasin muodostuminen estyy. Alhaisen alipaineen vuoksi tavanomaisissa tyhjiöolosuhteissa valun sisällä voidaan havaita hyvin pieniä huokosvikoja.
3.2 Lämpökäsittelyn vaikutus korkean tyhjiön painevalujen suorituskykyyn ja rakenteeseen
3.2.1 Mekaaniset ominaisuudet
Valukappaleille on tehtävä ikääntyvä lämpökäsittely, ja lämpökäsittelyolosuhteet ovat 200 ℃ × 2 h. Sitten suoritetaan vetolujuuskoe valukappaleiden nimettyihin kohtiin (kohdat 1, 2, 3). Voidaan nähdä, että painevalujen mekaaniset ominaisuudet vaihtelevat valuprosessin mukaan.
Verrattuna tavalliseen tyhjövaluun, suuripaineinen painevalu on parantanut merkittävästi vetolujuutta, myötölujuutta, venymää ja kovuutta. Niistä vetolujuus kasvaa noin 21%, myötölujuus kasvaa noin 29%ja venymäaste kasvaa noin 21%. Lisääntynyt noin 18% ja kovuus noin 10%, voidaan havaita, että suurvaakumivalu parantaa merkittävästi painevalujen lujuutta ja kovuutta.
3.2.2 Iskunkestävyys
Iskutesti painevalurahojen nimettyihin kohtiin (kohdat 1, 2 ja 3, jotka ovat mekaanisen suorituskyvyn testauspaikan näytteenottopaikkoja) osoittaa, että suurimukan painevalujen iskunkestävyys täyttää täysin vaatimukset valukappaleista.
3.2.3 Langan piirustus
Valujen M10- ja M12 -kierteiset reiät testattiin kierteiden vetämistesteillä. M10 -kierre ei muuttunut 66 kN: n vaikutuksesta ja M12 -kierre 85 kN: n vaikutuksesta, mikä osoittaa, että suurpainevaluvalujen kierteet täyttävät täysin voimavaatimukset.
3.2.4 Väsymystesti
Sen jälkeen kun valukappaleille oli tehty 410150 kestävyystestiä, fluoresenssin havaitseminen osoitti, että valujen pinnalla ei ollut halkeamia, ja tulokset osoittivat, että korkean tyhjiön painevalujen väsymiskestävyys täytti tekniset vaatimukset.
3.2.5 Kaasupitoisuuden tunnistus
Kaasupitoisuustesti on esitetty taulukossa 2. Taulukon 6 testituloksista voidaan nähdä, että valukappaleen kaasupitoisuus sisäportissa on alle 8.9 ml / 100 g Al ja valukaasun pitoisuus vesiputken ylivuotosäiliön runko on alle 12 ml / 100 g Al, mikä täyttää täysin valuvaatimukset.
4-päätelmä
- (1) Käyttämällä numeerista simulointia optimoitiin auton rungon rakenneosien muovausprosessi ja suur tyhjiöpaineprosessiparametrit ja valmistettiin korkealaatuisia valuja, joiden vaatimukset täyttivät ulkoisen ja sisäisen laadun.
- (2) Suurtyhjiövalu voi parantaa merkittävästi rakenneosien mekaanisia ominaisuuksia. Verrattuna tavalliseen painevaluun, valutiheys suuren tyhjiön painevalun aikana kasvaa ja valujen vetolujuus, myötölujuus, venymä ja kovuus lisääntyvät 21%, 29%, 18%ja 10% vastaavasti.
- (3) Valujen kestävyyden, vedon ja kaasupitoisuuden testitulokset täyttävät kaikki tuotteen tekniset vaatimukset ja täyttävät massatuotannon olosuhteet.
Säilytä tämän artikkelin lähde ja osoite uudelleenpainamista varten: Autojen alumiinirungon rakenneosien mikrorakenne ja mekaaniset ominaisuudet
Minghe Die Casting Company ovat omistautuneet valmistukseen ja tarjoavat laadukkaita ja korkean suorituskyvyn valukomponentteja (metalliset painevalukappaleet sisältävät pääasiassa Ohutseinäinen valukappale,Kuuma kamari die casting,Kylmäkammion die casting), Pyöreä palvelu (painevalupalvelu,CNC-työstö,Muotin valmistus, Pintakäsittely) .Jokainen räätälöity alumiinipainevalu, magnesium- tai Zamak / sinkkipainevalu ja muut valutarvikkeet ovat tervetulleita ottamaan yhteyttä meihin.

Kaikki prosessit suoritetaan ISO9001: n ja TS 16949: n valvonnassa satojen kehittyneiden painevalukoneiden, 5-akselisten koneiden ja muiden laitteiden kautta, aina blastereista Ultra Sonic -pesukoneisiin. kokeneiden insinöörien, käyttäjien ja tarkastajien tiimi asiakkaan suunnittelun toteuttamiseksi.

Painevalujen sopimusvalmistaja. Toiminnot sisältävät kylmäkammion alumiinipainevalukappaleet, joiden paino on 0.15 paunaa. 6 lbs., nopea vaihto ja koneistus. Lisäarvopalveluihin kuuluvat kiillotus, tärinä, purseiden poisto, puhallus, maalaus, pinnoitus, päällystys, kokoonpano ja työkalut. Materiaalit, joiden kanssa on työskennelty, sisältävät seoksia, kuten 360, 380, 383 ja 413.

Sinkkipainevalusuunnitteluapu / samanaikaiset suunnittelupalvelut. Mukautettujen sinkkipainevalujen valmistaja. Pienikokoisia valuja, korkeapainevalukappaleita, moniliukuisia muottivaluja, tavanomaisia muottivaluja, yksikkömuotteja ja itsenäisiä muottivaluja ja ontelosuljettuja valukappaleita voidaan valmistaa. Valukappaleita voidaan valmistaa pituudeltaan ja leveydeltään jopa 24 tuumaa +/- 0.0005 tuuman toleranssilla.

ISO 9001: 2015 -sertifioitu painevaletun magnesiumin valmistaja, ominaisuuksia ovat korkeapaineinen magneettivalumuotoinen valu jopa 200 tonnin kuumakammioon ja 3000 tonnin kylmäkammioon, työkalujen suunnittelu, kiillotus, muovaus, työstö, jauhe- ja nestemaalaus, täydellinen laadunvalvonta CMM-ominaisuuksilla , kokoonpano, pakkaus ja toimitus.

ITAF16949-sertifioitu. Lisävalupalvelu sisältää investointien valu,hiekkavalu,Painovoima valu, Lost vaahto valu,Keskipakovalu,Tyhjö valu,Pysyvä muottien valuKykyihin kuuluvat EDI, tekninen apu, vankka mallinnus ja toissijainen käsittely.

Casting Industries Osatapaustutkimukset: Autot, polkupyörät, lentokoneet, soittimet, vesijetit, optiset laitteet, anturit, mallit, elektroniset laitteet, kotelot, kellot, koneet, moottorit, huonekalut, korut, jigit, tietoliikenne, valaistus, lääkinnälliset laitteet, valokuvauslaitteet, Robotit, veistokset, äänilaitteet, urheiluvälineet, työkalut, lelut ja paljon muuta.
Mitä voimme auttaa sinua tekemään seuraavaksi?
∇ Siirry kotisivulle Die Casting Kiina
→Valuosat- Selvitä, mitä olemme tehneet.
→ Ralated-vinkkejä Die Casting palvelut
By Minghe-painevaluvalmistaja | Luokat: Hyödyllisiä artikkeleita |Materiaali Tunnisteet: Alumiinin valu, Sinkkivalu, Magnesiumvalu, Titaanivalu, Ruostumattoman teräksen valu, Messinkivalu,Pronssivalu,Suoratoista video,Yrityksen historia,Alumiinivalu | Kommentit pois päältä







