
Hehkutuslämpötilan vaikutus jäähdytettyyn matalan kromimolybdeenin pallografiittivalurautaan
Valuprosessin vaikutuksesta jäädytetyn, alhaisen kromimolybdeenin pallografiittivaluraudan rullalla on suhteellisen suuri valujännitys valetussa tilassa, joten jännityksenpoistohehkutuskäsittely on tarpeen. Käytäntö on osoittanut, että jännityksenpoistohehkutuslämpötila ei vaikuta pelkästään valujännityksen lievitykseen, vaan vaikuttaa myös telan rakenteeseen ja suorituskykyyn.
Käyttämällä tehotaajuisen induktiosähköuunia sulan raudan sulattamiseen, pohjakaatoprosessi, telan työpinnan halkaisija on 288 mm ja koostumus on esitetty taulukossa 1. Leikkaa sorvilla 20 mm paksu ja 40 mm leveä (säteen mitat) ) rengas valssatusta jäähdytyskerroksesta. Rengas leikattiin useiksi näytteiksi, jotka hehkutettiin ja lämpökäsiteltiin eri lämpötiloissa, ja sitten havaittiin metallografinen rakenne ja kovuus.
Kuvio 1 esittää telan leikkausrenkaan ulkopuolen (lähellä kylmää tyyppiä) ja leikkausrenkaan sisäpuolen (lähellä telan ydintä) metallografista rakennetta. Kuviot 1a ja 1b osoittavat, että telan valettu rakenne on perliitti, ledeburiitti ja karbidi. Karbidien määrä tangenttirenkaan ulkopuolella on enemmän, ja perliitin määrä on pienempi, ja karbidien määrä tangenttirenkaan sisäpuolella on pienempi ja perliitin määrä on enemmän. . Testi osoittaa, että vaikka hehkutuslämpötila saavuttaa 600 ° C ja pitoaika on 4 tuntia, telarakenteessa ei vieläkään ole ilmeistä muutosta, kuten on esitetty kuvissa 1c ja 1d.

(a) Kuten valettu ulkona (b) Kuten valettu sisällä
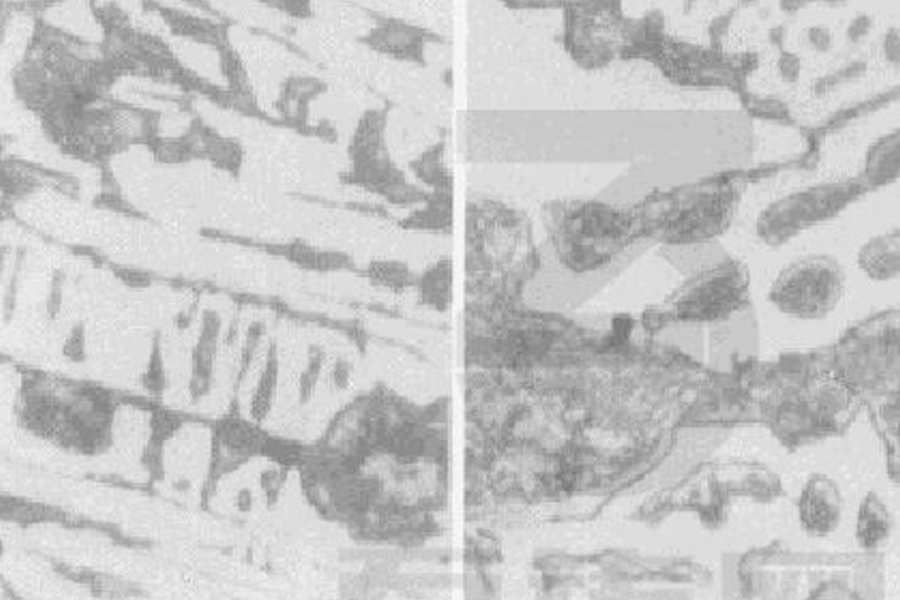
(c) Ulkopuoli 600 ℃ × 4 h lämpökäsittelyn jälkeen (d) Sisäpuoli 600 ℃ × 4 h lämpökäsittelyn jälkeen
Kuva 1 Rullametallografinen rakenne
Kuvio 2 esittää kovuuden telan työkerroksen leikkausrenkaan eri paikoissa valetussa tilassa ja eri lämpökäsittelyjen jälkeen. Kuvasta näkyy, että telan kovuus pienenee vähitellen leikkausrenkaan ulkopuolelta sisäpuolelle. Lämpökäsittelyn jälkeen telan kovuus pienenee ja kovuuden lasku kasvaa lämpökäsittelyn lämpötilan noustessa. Kun lämpökäsittelylämpötila saavuttaa 600 ° C, kovuus laskee huomattavasti. Asiakkaan rullien kovuutta koskevien vaatimusten mukaan valitsemme hehkutuslämpötilan 400 ℃ tuotannossa.

Keskustelu
Telan kovuuden väheneminen lämpökäsittelyn jälkeen johtuu kolmesta tekijästä. Yksi on se, että metallografinen rakenne muuttuu lämpökäsittelyn aikana, kuten karbidien hajoaminen. Kuvan 1 mukaan telan rakenteessa ei silti ole merkittäviä muutoksia, vaikka lämpökäsittelylämpötila saavuttaisi 600 ° C. Tämä tulos on ferrolejeeringin vaihekaavion mukainen [1]. Voidaan nähdä, että rullan kovuuden lasku ei johdu metallografisen rakenteen muutoksista. Toinen on se, että seosaineet hajautuvat tasaisesti ja ylikyllästymisaste vähenee lämpökäsittelyprosessin aikana, toisin sanoen mikrorakenteen muutosten vuoksi. Tämän tekijän vaikutuksen määrittämiseksi kokeessa mitattiin karbidin ja perliitin mikrokovuus eri lämpökäsittelyjen jälkeen (ks. Kuva 3). Mittaustulokset osoittavat, että perliitin ja karbidien mikrokovuus heikkenee vaihtelevasti lämpökäsittelyn jälkeen. Tämän ilmiön on vähennettävä telan makroskooppista kovuutta. Kolmas on telan makroskooppisen kovuuden pieneneminen valurasituksen keventämisen avulla.
Yhteenveto
Kun jäähdytetty, alhaisen kromimolybdeenin pallografiittivalurauta on hehkutettu ja lämpökäsitelty alle 600 ° C: ssa, metallografinen rakenne ei muutu merkittävästi, mutta makroskooppinen kovuus vähenee. Kun lämpökäsittelylämpötila on alle 450 ° C, rinnakkaiskovuus laskee vähän ja kun lämpökäsittelylämpötila on yli 600 ° C, kovuus laskee enemmän. Makroskooppisen kovuuden heikkenemisen syy on mikrokovuuden väheneminen ja valurasituksen poistaminen.
Säilytä tämän artikkelin lähde ja osoite uudelleenpainamista varten: Hehkutuslämpötilan vaikutus jäähdytettyyn matalan kromimolybdeenin pallografiittivalurautaan
Minghe Die Casting Company ovat omistautuneet valmistukseen ja tarjoavat laadukkaita ja korkean suorituskyvyn valukomponentteja (metalliset painevalukappaleet sisältävät pääasiassa Ohutseinäinen valukappale,Kuuma kamari die casting,Kylmäkammion die casting), Pyöreä palvelu (painevalupalvelu,CNC-työstö,Muotin valmistus, Pintakäsittely) .Jokainen räätälöity alumiinipainevalu, magnesium- tai Zamak / sinkkipainevalu ja muut valutarvikkeet ovat tervetulleita ottamaan yhteyttä meihin.

Kaikki prosessit suoritetaan ISO9001: n ja TS 16949: n valvonnassa satojen kehittyneiden painevalukoneiden, 5-akselisten koneiden ja muiden laitteiden kautta, aina blastereista Ultra Sonic -pesukoneisiin. kokeneiden insinöörien, käyttäjien ja tarkastajien tiimi asiakkaan suunnittelun toteuttamiseksi.

Painevalujen sopimusvalmistaja. Toiminnot sisältävät kylmäkammion alumiinipainevalukappaleet, joiden paino on 0.15 paunaa. 6 lbs., nopea vaihto ja koneistus. Lisäarvopalveluihin kuuluvat kiillotus, tärinä, purseiden poisto, puhallus, maalaus, pinnoitus, päällystys, kokoonpano ja työkalut. Materiaalit, joiden kanssa on työskennelty, sisältävät seoksia, kuten 360, 380, 383 ja 413.

Sinkkipainevalusuunnitteluapu / samanaikaiset suunnittelupalvelut. Mukautettujen sinkkipainevalujen valmistaja. Pienikokoisia valuja, korkeapainevalukappaleita, moniliukuisia muottivaluja, tavanomaisia muottivaluja, yksikkömuotteja ja itsenäisiä muottivaluja ja ontelosuljettuja valukappaleita voidaan valmistaa. Valukappaleita voidaan valmistaa pituudeltaan ja leveydeltään jopa 24 tuumaa +/- 0.0005 tuuman toleranssilla.

ISO 9001: 2015 -sertifioitu painevaletun magnesiumin valmistaja, ominaisuuksia ovat korkeapaineinen magneettivalumuotoinen valu jopa 200 tonnin kuumakammioon ja 3000 tonnin kylmäkammioon, työkalujen suunnittelu, kiillotus, muovaus, työstö, jauhe- ja nestemaalaus, täydellinen laadunvalvonta CMM-ominaisuuksilla , kokoonpano, pakkaus ja toimitus.

ITAF16949-sertifioitu. Lisävalupalvelu sisältää investointien valu,hiekkavalu,Painovoima valu, Lost vaahto valu,Keskipakovalu,Tyhjö valu,Pysyvä muottien valuKykyihin kuuluvat EDI, tekninen apu, vankka mallinnus ja toissijainen käsittely.

Casting Industries Osatapaustutkimukset: Autot, polkupyörät, lentokoneet, soittimet, vesijetit, optiset laitteet, anturit, mallit, elektroniset laitteet, kotelot, kellot, koneet, moottorit, huonekalut, korut, jigit, tietoliikenne, valaistus, lääkinnälliset laitteet, valokuvauslaitteet, Robotit, veistokset, äänilaitteet, urheiluvälineet, työkalut, lelut ja paljon muuta.
Mitä voimme auttaa sinua tekemään seuraavaksi?
∇ Siirry kotisivulle Die Casting Kiina
→Valuosat- Selvitä, mitä olemme tehneet.
→ Ralated-vinkkejä Die Casting palvelut
By Minghe-painevaluvalmistaja | Luokat: Hyödyllisiä artikkeleita |Materiaali Tunnisteet: Alumiinin valu, Sinkkivalu, Magnesiumvalu, Titaanivalu, Ruostumattoman teräksen valu, Messinkivalu,Pronssivalu,Suoratoista video,Yrityksen historia,Alumiinivalu | Kommentit pois päältä







